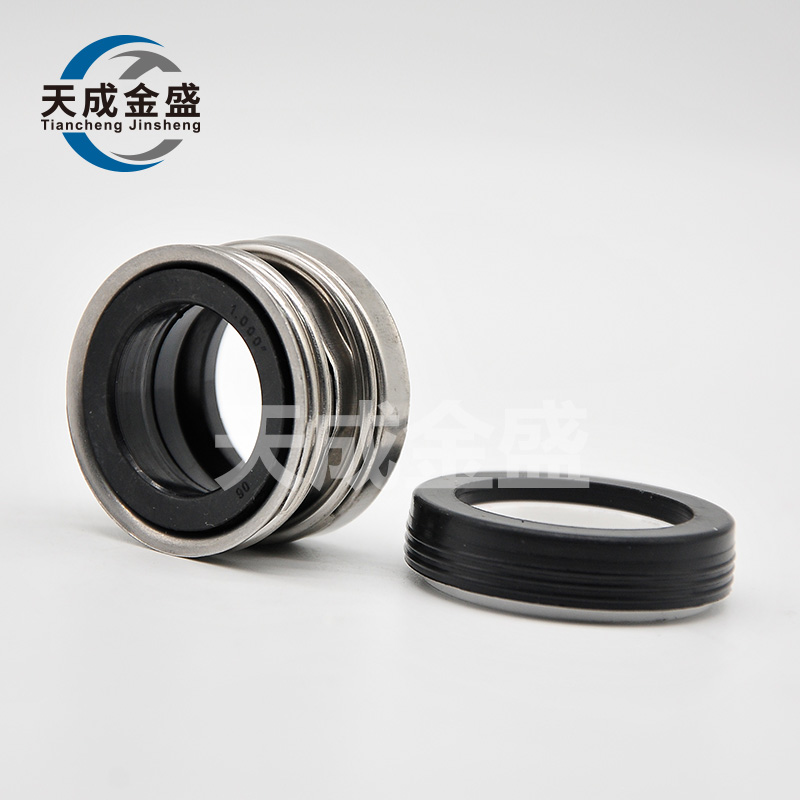
- 产品描述
为平衡型、双支承减底泵封闭一端(所谓砍头泵)减少密封都能减少摩擦损失,提高机械效率。3、改变密封方式,提高机器或机组的效率。例如,将屏蔽泵改用机械密封泵,使电动机效率提高;采用磁力传动泵,提高机器效率。4、改变系统,减少能耗,提高机组效率。例如,热油泵自冲洗改为小叶轮循环冲洗;双端面密封改为单端面密封,节省封油系统的能耗。二、节约原材料。例如,工艺流体回收,减少或消除动力蒸汽和工艺流体的损耗,减少封油损耗等。三、提高机器可靠性。例如,轴封的漏损和寿命决定轴封和机器的可靠性。四、安全和环境保护。根据日本某厂调查报告,在发生的786件事故中有32件是泄漏造成的(占42%)。此外工艺流体泄漏还会造成环境污染,包括对大气污染、水污染和车间环境污染。
术。二、密封件虽然不大,只是个零部件,但却能决定机器设备的安全性、可靠性和耐久性在石油化工厂机泵釜中的轴封不大,一旦发生产品泄漏事故,不仅会影响到机泵设备的工作,还会发生燃烧,造成工艺装置ting工和人身伤亡等。三、机械密封在日常机泵釜等设备维修工作中,工作量约占50%通过对国内外几个石化企业的调查,都说明了在日常机泵釜等设备维修中,机械密封的维修工作量几乎占50%。离心泵的维修费大约有70%是由于密封故
洗烘干,再用bing酮浸泡、擦净。三、焊接波纹管的焊接是属于精密焊接,故操作室内要有完备的空调和空气过滤调节系统,以保证恒温、恒湿、无尘埃。波纹管的焊接不用焊条,而是在可控气氛中(工作气体为Ar,保护气体为Ar+N2)进行熔合焊,以避免在焊接处形成焊渣,影响波纹管材料的固有特性。为了在熔融时不产生表面应力,要将焊接部位施焊成半圆球形,单层波片其焊菇通常为波片厚度的2.2-3倍。双层波片为波片厚度的4-5倍。波距要均
间想象能力的,如果不能还原实际产品的样子,就会出现如笑话所说“挖个井却造了个烟囱”的窘状。确定产品尺寸;这个只需要大概地看一下,有个大概的概念就行了,如果是制造者,到用到的时候再去看。到这里,只要你看过图纸,上面这5条从图纸上都能看得懂,你就可以算是看得懂图纸的外行了;就像你看了一份房子的图纸后,你知道了房子的户型结构,大小了,不想深入的可以到此为止。然而,机械类的图纸信息,远远不止这些。
弹率、伸缩特性、力的松弛和滞后性等。五、波纹管的热处理焊接金属波纹管。材料采用AM-350、0Cr17Ni17Ti、0Cr15Ni17Mo2Al沉淀硬化型不锈钢。焊接后须经热时效处理将奥氏体转变成马氏体,并使马氏体中析出金属化合物,沉淀出硬化相,从而找得高强度、较高的塑性及屈强比(δs/δd>0.8-0.9),以AM-350材料的波纹管为例,其热时效处理须经真空炉在850℃进行淬火处理,再进行-80℃的低温处理(致冷剂为F12),以达到增加弹性和
匀、焊菇形状对称。焊接工艺多用微束等离子焊。这类焊机我国已定型批量生产,如LH-16型微束等离子弧焊机。质量检查在波纹管的制作过程中,质量控制为严格。如制作波纹管的板材,要进行金相显微检查其晶粒的大小排列和板材的硬度;对关键性的焊点和热影响区域也要进行显微检查。以了解焊接的深度、焊菇的形状和对称性,全部焊缝要进xing气密性检查。通常采用氦质谱检漏仪检漏。真空泄漏率1*10-10mL/s。此外还要精密测量其波纹管的
零考虑,即零件内径的实际尺寸再减去加工余量3-4mm。模具的高度为毛坯高度h的四倍。压模、底模与内模和外模均采用动配合。具体计算方法如下:设零件内径为dn,外径为dw,则:d2=dw+5%dw+(3-4)d1=dn-(3-4)D=d2+40H=4hH2=H+10H1=10模具材料采用45钢。三、波纹管毛坯的原料配比1、前段(动环段)配方一:聚四氟乙烯悬浮细粉料80%-85%;玻璃纤维粉15%-20%配方二:聚四氟乙烯悬浮细粉料80%-85%;石墨粉15%-20%上述配方的混合料在2950r/min小型高速搅拌机(搅拌桨直径为200-250mm)中充分混合搅拌1-2min即可,
天固密封(天津)科技有限公司-位于天津市华北机电城;主营各种系列机械密封-批发杭州南方泵业、格兰富、日本荏原、德国威乐、上海凯泉、连成、开利、东方、康大、虹桥等系列机械密封,均有。承接各种定制机封。公司实力雄厚,重信用、守合同、的产品质量,产品品种齐全、价格合理!我们以可靠的产品质量、良好的密封性能及综合*等特点而被国内众多用户所接受和认可。秉承薄利多销原则赢得了广大客户的信任与支持,建立了长期稳定的合作关系。本公司宗旨:真诚合作,竭诚服务,让客户满意是我们永远的宗旨!
欢迎来到天固密封(天津)科技有限公司网站,我公司位于地处于华北平原海河五大支流汇流处,东临渤海,北依燕山,有600多年历史,具有中西合璧、古今兼容的独特城市风貌的天津市。 具体地址是天津南开公司街道地址,负责人是南森。
主要经营天固密封。
本公司技术力量强大,工程技术人员多名,具有多年的生产经验,工艺达到国内同行一流水平。性能先进的设备和制造精湛的工艺装备,确保产品质量趋于完美。
本页链接:http://www.cg160.cn/vgy-85111247.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- INA外球面带座轴承_ZKLF2575-2RS-PE_坚固耐用现货直发 线切割配件批发 商丘切削液批发 规格多样 国产组合密封圈格莱圈 使用寿命更长 耐水耐油 玻璃切削液 宜昌切削浓缩液 割铜不变色 切削浓缩液 洛阳中走丝工作液 割铝不粘丝 SNR精密机床轴承 MLE7006HVUJ74S 收购snr轴承 6309HT200 线切割配件批发 保定线切割钼丝批发 价格优惠 南昌组合密封圈格莱圈 尺寸较为准确 表面光滑无毛刺 万发干壁钉 大连弹簧支吊架价格 弹簧支吊架的作用 支吊架弹簧加工 光排管暖气片 规格型号全 南充D133-3.0-4光排管散热器
- 相关文章
- 单级泵机封 SLG42-110-2机械密封 BIA水封立式泵机封 SLG85-30机械密封 合金材质化工泵机封 SLG42-10机械密封 碳化硅材质不锈钢泵机封 SLG65-60-1机械密封 59U水封离心泵机封 SLG42-10-1机械密封 58U轴封卧式泵机封 SLG42-70-2机械密封 155水封氨水泵机封 SLG42-20机械密封 M7N型号管道泵机封 SLG42-40-2机械密封 109水封污水泵机封 SLG42-120-2机械密封 石墨材质酸碱泵机封 SLG85-50机械密封 104水封多级泵机封 SLG65-70-1机械密封 108水封单级泵机封 SLG85-20-2机械密封 BIA水封
关于天固密封(天津)科技有限公司
商铺首页 |
更多产品 |
联系方式
天固密封(天津)科技有限公司-位于天津市华北机电城;主营各种系列机械密封-批发杭州南方泵业、格兰富、日本荏原、德国威乐、上海凯泉、连成、开利、东方、康大、虹桥等系列机械密封,均有。承接各种定制机封。公司实力雄厚,重信用、守合同、的产品质量,产品品种齐全、价格合理!我们以可靠的产品质量、良好的密封性能..
- 我要给“合金材质 YS65-40-125/1.5机械密封 不锈钢泵机封”留言
- 更多产品