- 产品描述
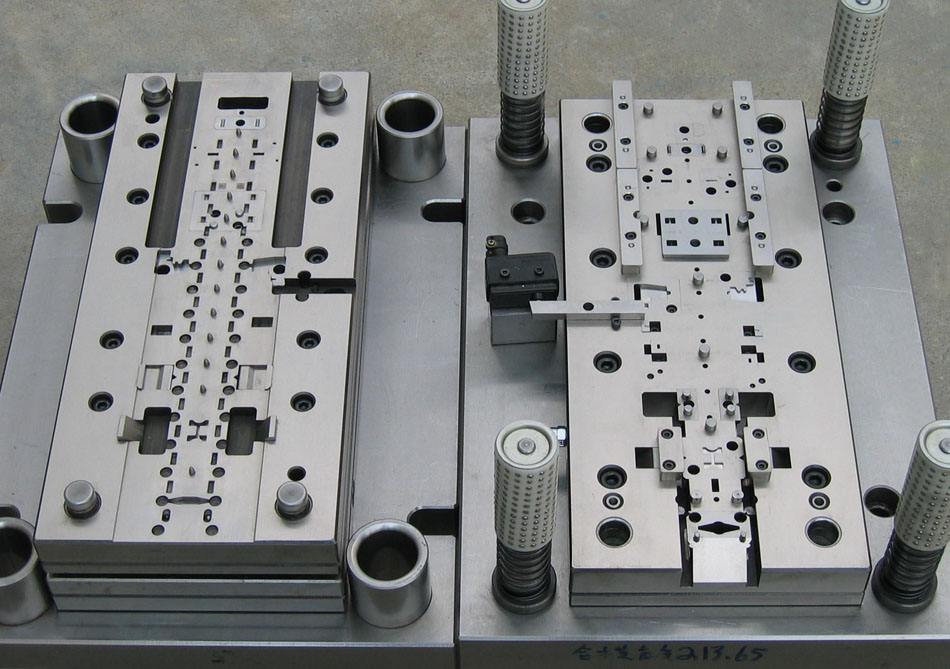
冲压模具是在冲压生产过程中必备的工艺设备,对提高产品的质量、延长产品寿命、提高生产效率有决定性作用。然而,由于冲压模具在生产过程中由于经常磨损而失去工作尺寸,导致很难满足生产需求。因此,提高冲压模具的耐用度很关键。这里介绍几种提高冲压模具的耐用度的方法。改进冲压模具的设计冲压模具设计是否合理是提高冲压模具耐用度的基础。因此,在设计冲压模具时应对产品成形中的不利条件采取有效措施,以提高冲压模具的耐用度,如设计小孔冲压模具的寿命往往表现在冲小孔的凸模上。对于这类冲压模具,在设计时应使细小的凸模尽量缩短其长度,以增加强度,同时,还应采用导向套的方法加强细小凸模进行保护。此外,在冲压模具设计上,应充分考虑到模架的形式、凸凹模的固定方法和导向形式、压力中心的确定及上、下模板的刚性等因素。特别对于冲裁模来说,选取间隙值对耐用度有很大的影响。在设计时,冲压模具的间隙要选择合理,其间隙值不能太小,否则会影响冲压模具的使用寿命和耐用度。实践证明,在不影响冲压件质量的情况下,适当放大间隙可大大提高冲压模具的耐用度,有时甚至提高几倍及几十倍。冲压模具的寿命长短,全由这几条决定! 1.模具材质不好在后续加工中容易碎裂2.热处理:淬火回火工艺不当产生变形3.模具研磨平面度不够,产生挠曲变形4.设计工艺:模具强度不够,刀口间距太近,模具结构不合理,模板块数不够无垫板垫脚5.线割处理不当:拉线线割,间隙不对,没作清角6.冲床设备的选用:冲床吨位,冲裁力不够,调模下得太深7.脱料不顺:生产前无退磁处理,无退料梢;生产中有断针断弹簧等卡料8.落料不顺:组装模时无漏屎,或滚堵屎,垫脚堵屎9.生产意识:叠片冲压,定位不到位,没使用吹气,模板有裂纹仍继续生产正确选择冲压模具材料不同的冲压模具材料具有不同的强度、韧性和耐磨性。在一定的条件下使用材料就能使耐用度提高好几倍。因此,为提高冲压模具的耐用度必须要选择好的材料。Toolox系列的材料,是一种具有高韧性,高耐磨性,基本没有内应力的一种预硬的新型工具钢.而且具有非常高的纯净度,晶粒度非常细小,S,P含量非常少,析出的碳化物含量少,而且非常均匀.由于特殊的成分设计,Toolox系列材料具备非常优异的表面处理性能,其中Toolox44氮化后表面硬度能达到HRC65以上,Toolox40表面硬度能达到HRC62以上,Toolox33的表面硬度能达到HRC58以上,深度达1.8mm。Toolox系列的材料所具备的以上特性,使得Toolox系列材料应用在部分冲压模具方面有着特殊的优势。1) 较厚钢板(典型案例冲剪厚度为35mm钢板),不锈钢板,以及有色金属板的冲压成型模具,比较典型的是空调翅片模具等。2) 拉伸模具,不锈钢拉伸模具。3) 冷挤压模具.冷挤压304不锈钢,厚度0.5mm以上, 取代DC53等材料,效果非常好。4) 高尺寸稳定性要求的大型冲压模板。合理地进行冲压模具零件的锻造及热处理在选择优质冲压模具材料的同时,对于同材质和不同性质的材料要求进行合理的锻造和热处理,是提高冲压模具耐用度的主要途径之一。例如,淬火时,若在加热时生产过热,不但会使此工件脆性过大,而且在冷却时容易引起变形和开裂,使耐用度降低。因此在制造冲压模具时,必须合理的掌握热处理工艺。Toolox材料是由钢厂直接预硬的淬火调质钢,不再需要热处理,配合上恰当的表面处理(如氮化),Toolox基体材料的高韧性,配合上表面层的高硬度,能达到优异的效果。
公司成立于2006年,各类型五金冲压15年,为客户提供从产品前期失效分析、设计优化、工装模具检具定制、五金产品快速打样、五金产品冲压焊接、产品表处理一条龙服务。1、公司模具自制,有完整各类型模具加工设备20余台,多名具有沿海工作10年以上及模具师傅负责,工装模具检具*外发,替客户节省配套精力和节约大量模具开发资金。2、专注重庆五金冲压15年,熟悉重庆本地市场各类型五金需求、上游材料配套齐全(不锈钢、普铁、高强度钢、铜、铝)、产品精度要求、价格承受,做适合的*的五金冲压供应商。3、生产能力强,有各类型冲压设备30余台、焊接设备10余台,日冲压产能30万冲次/天,满足重庆地区大部分产能需求。热忱欢迎新老朋友和我们联系,物美**,选择我们一定不会让您失望!
欢迎来到重庆金匠精密模具有限公司网站,我公司位于历史悠久,气候温和、多雾,素有“雾重庆”之称的巴渝文化发祥地—重庆。 具体地址是重庆九龙坡公司街道地址,负责人是孙志刚。
主要经营重庆金匠精密模具有限公司是专门从事五金冲压件、精密冲压件、汽车冲压件、不锈钢冲压件加工定制的生产厂家。。
我们公司在加工业内一直都是佼佼者,业绩遥遥领先,主营的二手设备 二手设备配件 五金模具 等都经过了专业机构的认证和众多客户的好评,真正的值得信赖!
本页链接:http://www.cg160.cn/vgy-55834232.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于重庆金匠精密模具有限公司
商铺首页 |
更多产品 |
联系方式
公司成立于2006年,各类型五金冲压15年,为客户提供从产品前期失效分析、设计优化、工装模具检具定制、五金产品快速打样、五金产品冲压焊接、产品表处理一条龙服务。1、公司模具自制,有完整各类型模具加工设备20余台,多名具有沿海工作10年以上及模具师傅负责,工装模具检具*外发,替客户节省配套精力和节约大量模具开发..
- 我要给“德宏五金模具批发 五金冲压模具 来样定做”留言
- 更多产品