- 产品描述
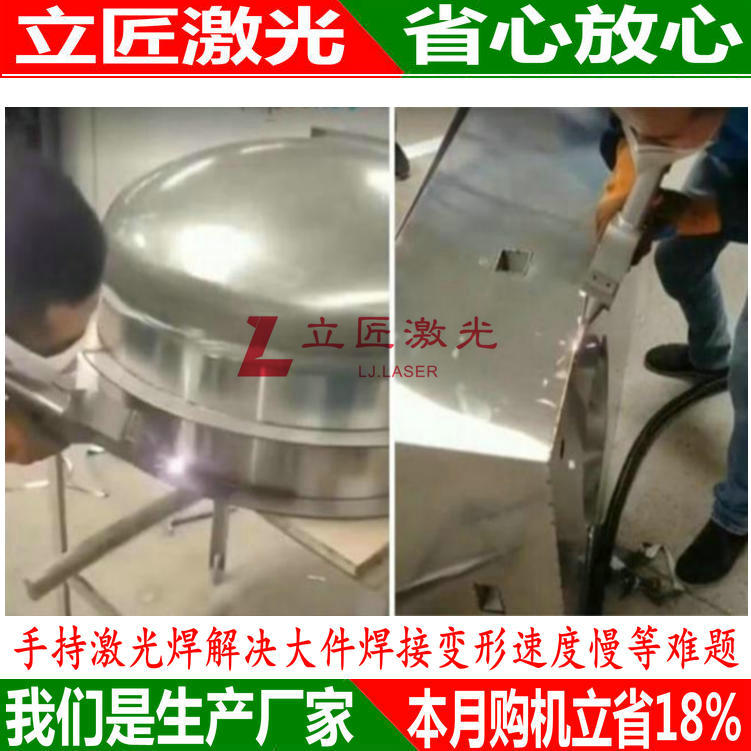
手持激光焊接机简介:
1) 手持式光纤激光焊接机具有较低的生产服从率。但对于从事小规模加工或非大范围焊接的生产车间,手动激光焊接时选择,*设置设备来部署焊接台,占用空间小。
2) 手持式激光焊接机使用手持式焊枪代替先前固定的光路,颠覆了激光焊接机的先前工作模式。这种操作模式不仅便于模具、广告字、厨具等产品的焊接,而且还可以进行户外激光焊接。
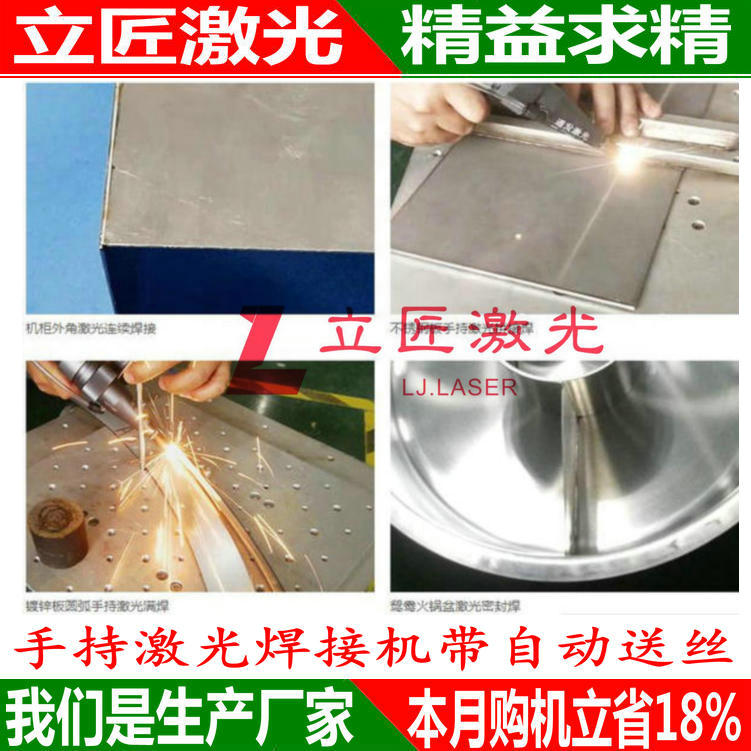
3)手持式焊炬的操作模式使工件能够在任何部位以任何角度焊接。
4)适用于各种复杂的焊接接头和各种设备的点焊。
采用一代光纤激光器,配置*的焊接头,填补激光设备行业手持式焊接的空白。
具有操作简单、焊缝美观、焊接速度快、无耗材的优势。
在薄不锈钢板、铁板、镀锌板等金属材料方面焊接,可**取代传统氩弧焊、电焊等工艺。
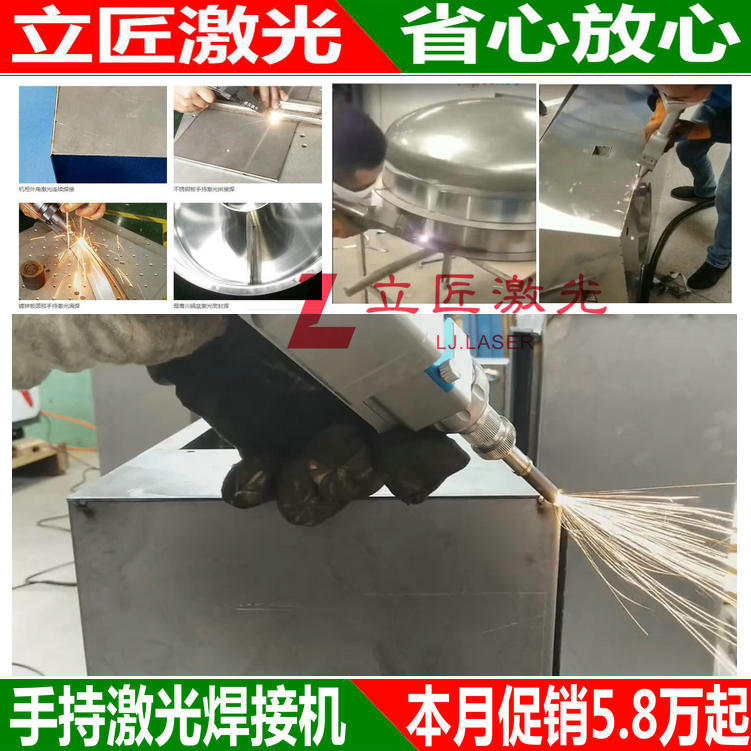
手持式光纤激光焊接机的工作模式:手拿焊接,灵活方便,焊接距离较长。
激光焊接机参数
功率密度
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
脉冲波形
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接较为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
脉冲宽度
脉宽是脉冲焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。
离焦量的影响
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得较大的熔深,这与熔池的形成过程有关。
在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究重点集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。激光器由于具有较高的平均功率,在它出现之后很快就成为点焊和缝焊的*设备,其焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后具有真正意义的激光缝焊才得以实现。
武汉市立匠激光科技有限公司是国内精密激光焊接设备制造商,我们只专注于激光焊接熔覆工艺研发和激光焊接熔覆设备制造销售,致力于为客户提供全面完整的激光焊接熔覆应用解决方案。
立匠激光汇聚了一批具有创新精神和敬业精神的人才,在国内研发激光焊接设备10几年的光电子,精密机械,数控软件等方面的技术人才,立匠激光始终坚持“质量和服务是企业的生命线”的原则,为客户持续性创造。我公司引进了多种检测设备,通过严格检验,安装调试,完整的生产质量管理体系保证了公司产品钢铁般的品质,经过多年的努力,立匠激光专注激光焊接熔覆设备的研发和相关应用领域,并可以产品为客户提供非标自动化激光焊接熔覆设备的量身定做。
武汉市立匠激光科技有限公司本着“品质、创新、 、服务”的经营理念,立志成为国内外激光加工设备的主流供应商,为国内外广大用户提供的产品和的服务。目前公司的主要产品包括:激光熔覆机,高速激光熔覆机,机器人激光熔覆机,手持式激光焊接机,全自动激光焊接机,大功率激光焊接机,手机外壳激光焊接机,电机马达转子激光焊接机,花洒激光焊接机,不锈钢茶壶激光焊接机,三通管激光焊接机,激光焊接机,刀柄激光焊接机,保温杯激光焊接机,水泵叶轮片激光焊接机,视觉定位激光焊接机,机器人激光焊接机,激光清洗机,激光除锈设备,机械手激光焊接机等等!
立匠激光您身边的焊接熔覆,较值得信赖!欢迎来到武汉立匠激光科技有限公司网站,我公司位于江河纵横、湖港交织,交通发达,文化发达的武汉市。 具体地址是湖北武汉东西湖区公司街道地址,负责人是曾经理。
主要经营激光熔覆机,激光除锈机,激光焊接机,送粉器,激光淬火机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-52274274.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于武汉立匠激光科技有限公司
商铺首页 |
更多产品 |
联系方式
武汉市立匠激光科技有限公司是国内精密激光焊接设备制造商,我们只专注于激光焊接熔覆工艺研发和激光焊接熔覆设备制造销售,致力于为客户提供全面完整的激光焊接熔覆应用解决方案。
立匠激光汇聚了一批具有创新精神和敬业精神的人才,在国内研发激光焊接设备10几年的光电子,精密机械,数控软件等方面的技术人才,立匠激..
- 我要给“成都2000W手持激光焊接机操作简单易学上手快”留言
- 更多产品