- 产品描述
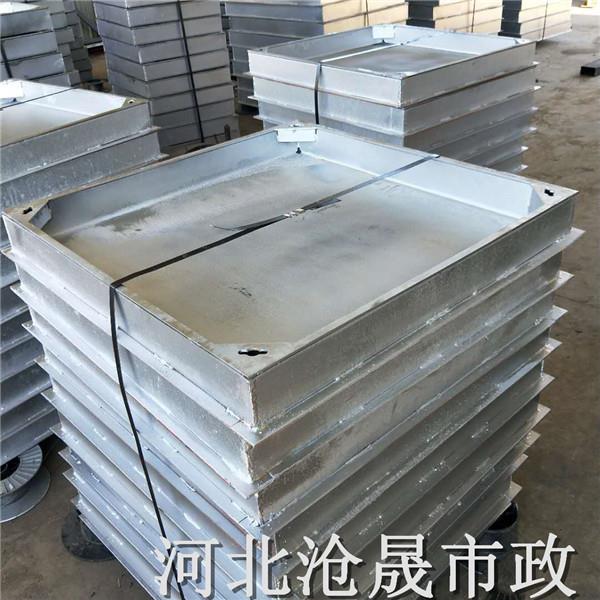
镀锌角铁圆法兰焊接与保养应该注重哪些问题
镀锌角铁圆法兰的保养有很多方法,其中气体冲洗也是一种常见的方法,这种方法借助连接到风管的配有喷嘴的软管以输送压缩空气。设计喷嘴使得压缩空气能够把尘土和污物驱赶进来。而被压缩空气去干的污物和尘土则顺着风管被输送到真空集容器中。
镀锌角铁圆法兰焊接,角钢或角铁在进行卷弯的时分,外边被拉伸,而里面笔直的边被揉捏,所以外边被延伸,里面被揉捏,形成受力既不均匀,又是受的相反的力,然后形成加工后的角钢发作不是90°笔直,并且很可能有褶皱发作。这种现象一般出现在5#以上角钢比较显着。3#角钢及4#角钢假如加工的尺度在600mm以上,褶皱现象不是很显着。
1、角铁法兰外表处理。用砂纸打磨角铁法兰粘接面,并用丙酮清洗洁净,晒干。
2、角铁法兰熔胶。将热熔胶颗粒放在铁制容器内,在电炉上加热(不能**过150)熔融并搅拌均匀。
3、角铁法兰涂胶。用刮刀将熔融胶敏捷涂刮在两开裂角铁法兰的粘接面上。气温低时,应将粘接面预热至50左右后再涂胶,胶层厚度为0.4-1mm。
4、角铁法兰粘合。趁胶处于熔融状况时将两接头敏捷套好,转动几下,将剩余的胶挤出刮净。
5、角铁法兰固化。室温0.5h胶液凝固后即可。
据被测轧材的形状规格,角钢、方钢测量仪内设置2组成一定夹角的光电测头,主要用于轧制等边角钢、不等边角钢和方钢的在线测量。可对角钢或方钢的两个边长尺寸和边长尺寸差进行在线检测。仪器具有翻转补偿功能,轧材在轧制过程中的轻微翻转不影响测量精度。
对于表面处理质量的另一个指标- - 粗糙度,不同冷镀锌材料对粗糙度的要求不同。在锌加(Zinga)的施工说明中,要求平均粗糙度Ra=12.5 ,即粗糙度Rz=55~75微米。在"强力锌"及"罗巴鲁"施工说明书中,对粗糙度的要求略低,Rz=40~60微米。
如果冷镀锌单独成膜,作为防腐涂层时,表面粗糙度可控制得略小一点,以保证冷镀锌的涂层厚度;而当冷镀锌作为重防腐涂料的底层,总配套涂层厚度大于180微米时,为保证整个涂层的附着力,钢材表面粗糙度Rz应大于60微米。



佛山市勇仁钢铁有限公司是一家集钢材批发,定做加工,配送,物流,仓储为一体的综合贸易企业。公司立足钢材贸易这一主业,公司主要经营各种规格:H型钢、工字钢、角钢,槽钢、钢板、花纹板,方管、圆管,螺旋管、镀锌管、无缝管、圆钢、扁钢,C型钢、彩瓦、钢轨、螺纹钢、线材, 剪板折弯 数控切割 开牙 滚槽 卷板 卷管 焊接加工 钢结构定制 钢板切零 预埋件加工 钢材加工 钢管压槽 剪板加工 钢板数控切割 钢板切割等系列产品的钢材。
公司目前拥有一批年轻、专业、富有敬业精神的销售人员和管理人员,并建立了完整的销量,仓储以及信息管理体系。现已和各大钢厂建立的长期的战略合作伙伴关系。
公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提品的营销服务,本着“诚信为本,信誉,质量至上,客户满意,追求卓越”的经营理念和“品种全,规格齐,质量好,服务佳”的竞争优势,赢得了广大客户的信赖和支持,曾先后为华南地区的大型重点工程(桥梁、隧道、电站、钢结构厂房等)提供了大批优质的钢材。
以保证公司在可持续发展战略思想指引下得到长期、稳定、高速发展。本着与客户共同成长、共享未来,合作双赢的原则,在销售产品过程中,我公司以“钢的质量,铁的信誉、价格合理、服务周到”为宗旨,保证销售的产品质量。与时俱进,以客户服务和社会做贡献为宗旨,不断完善、规范自身的销售服务模式和销售行为,与客户共同发展,开创美好明天!欢迎来到佛山市勇仁钢铁有限公司网站,我公司位于与广州地缘相连、历史相承、文化同源的佛山市。 具体地址是广东佛山顺德区公司街道地址,负责人是刘旅。
主要经营镀锌槽钢。
我公司主要供应冶金 钢材 不锈钢材 等,产品销售全国各地,深受企业用户的信任和好评!期待与您的合作!
本页链接:http://www.cg160.cn/vgy-51134189.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于佛山市勇仁钢铁有限公司
商铺首页 |
更多产品 |
联系方式
佛山市勇仁钢铁有限公司是一家集钢材批发,定做加工,配送,物流,仓储为一体的综合贸易企业。公司立足钢材贸易这一主业,公司主要经营各种规格:H型钢、工字钢、角钢,槽钢、钢板、花纹板,方管、圆管,螺旋管、镀锌管、无缝管、圆钢、扁钢,C型钢、彩瓦、钢轨、螺纹钢、线材, 剪板折弯 数控切割 开牙 滚槽 卷板 卷管..
- 我要给“广州镀锌角铁厂 放心品质”留言
- 更多产品