- 产品描述
一、检查焊缝强度:用绿色碳化硅砂轮磨一扇车刀的后面,检查焊料层的厚度,厚度要求在0.15毫米以下。刀尖支承底面处不能有气孔和焊料不足现象,焊料未填满的焊缝应不大于焊缝总长的10%。如有气孔,在切削时就会使刀片脱落。
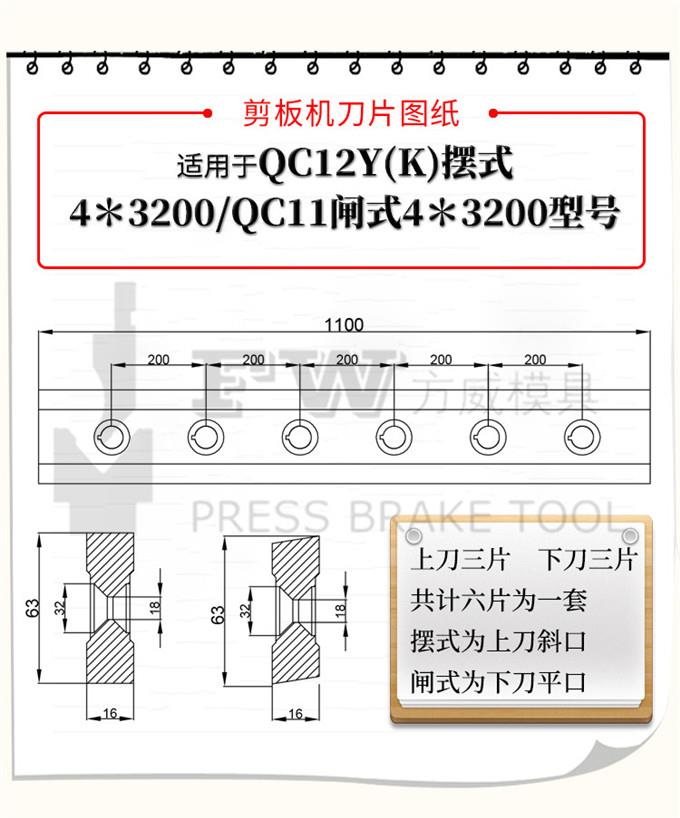
二、检查刀片在刀槽中的位置:如刀片错位及下垂超过技术条件的规定.应进行重焊。剪板机刀片
三、检查焊接强度:用木锤或紫铜锤以中等力量敲击刀片,或以I锤以强力敲击刀杆,这时刀片不从刀槽中脱落为合格。检查刀片焊接强度,不一定逐个都检查,也采用抽查办法。
四、检查刀片平整度:刀片上若有明显的凹坑时,说明刀片过热变形,应烧下重焊新刀片。
五、检查裂纹:刀片经煤油清洗后,如果刀片有裂纹.煤油便渗透到裂纹中而出现黑线,用肉眼就可以观察到。也可用10-40倍的放大镜观察。
检查刀片裂纹,也可用颜色探伤法:采用65%的煤油、30%的变压器油及5%的松节油调成的溶液,略加些苏丹红。将车刀刀片部分置于该溶液中10-15分钟,再用清水洗净,涂上一层白土(高岭土),烘千后观察其表面,若刀片上有裂纹,则溶液的颜色便在白土上显露出来,用肉眼就可以看到。有裂纹的刀片不能使用,需要重新焊接。
刀片材料:H13、LD、SKD-11、D2、Cr12MoV、6CrW2Si、9CrSi、T8、T10
淬火硬化:HRC:50-63
公差:.002
剪刀规格:标准剪板机刀现货供应,非标剪床可根据客户图纸要求定制加工生产。
其它服务:剪板机刀片磨削、修磨、维修等
剪床刀片适用于:各类异型金属剪板机、棒料剪板机、板料剪板机等剪床。产品有液压剪板机、金属棒料剪切机刀片、异型板材剪板机刀片、高精度数控剪板机等。
剪板机刀片间隙调整
首先将上下刀片间隙调整至0.5毫米,然后从头开始用塞尺调校,保持刀片整长间隙基本一致,再将刀口回位至零间隙。
然后需要做细致调整(操作时一定要认真仔细的观察,千万不要出现上下刀片咬口),零位时塞尺三丝能入五丝不能入即可。
按所需剪切钣金厚度的1/101/20进行适当的调整。
剪板机刃口锋利的情况下,如剪切的板材边缘有毛刺,可适当减小上下刀片的间隙。
剪板机安全操作规程
1:剪板机应有专人负责使用和保管。操作者必须熟悉机床的结构及性能。
2:严禁超负荷使用剪板机。不得剪切有淬火的钢料和硬质钢、高速钢、合金钢、铸造件及非金属硬材料。
3、剪板机刀片刃口应保持锋利,刃口钝或损坏,应及时磨修或更换。
4、多人操作时应有专人指挥,配合要协调。
5、剪板机上禁止同时剪切两种不同规格的材料,也不可多层重叠剪切。
6、剪板机入料时禁止手停留在钣金与台面之间操作。剪短料时应另用铁板压住,剪料时手指离开刀口至少200毫米。
7、用撬捧对线后,应立即将撬捧退出方可剪切,如铁板有走动,应用木枕塞牢,以免压脚下来后撬捧弹出伤人。
8、剪好的工件须放置平稳,不要堆放过高。边角余料及废料要及时清理,保持场地整洁。
剪板机刀片,液压剪板机刀片、机械剪板机刀片、闸式剪板机刀片、全钢剪板机刀片,如:Q11、QC12Y系列剪板机刀片,刀片主要采用9CrSi、SKD11、6CrW2Si、Cr12MoV、H13K、W18Cr4V、HM-1等优质合金工具钢制造,刃口锋利、耐磨损、切口平整、剪板机刀片产品无毛刺,经久耐用。主要用于:板材,锰板、Q235、Q345、压力容器板、不锈钢、硅钢、铝板、铜版、机械剪切,各类接近室温的板材、型、带、线材的剪切。
我公司可生产长度12米长的整体剪板机刀片根据客户的定义是:剪板刀片,有镶钢剪板机刀片,全钢剪板机刀片,也叫剪刀,剪板机刀,剪板刀,剪刃,长形刀片。
马鞍山市易昕科技机械设备有限公司座落在星火技术密集区——博望新区工业集中区(314省道旁),紧邻南京禄口机场,地理位置优越,交通十分便捷
欢迎来到马鞍山市易昕科技机械设备有限公司网站,我公司位于中国十大钢铁基地之一,长江十大港口之一—马鞍山市 具体地址是安徽马鞍山博望区公司街道地址,负责人是迟经理。
主要经营剪板机刀片。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-50987475.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
马鞍山市易昕科技机械设备有限公司座落在星火技术密集区——博望新区工业集中区(314省道旁),紧邻南京禄口机场,地理位置优越,交通十分便捷
- 我要给“国产剪板机刀片厂家”留言
- 更多产品