- 产品描述
不锈钢锡丝,镀镍锡丝,焊铝久田锡丝,东莞市铭上电子科技专门做铝线的、变压器厂家,现在出口的镇流器用铝线的比较多,以前就开始研究如何解决铝线的焊接问题了,铜铝焊接,直焊这些问题已经解决了.现在有专门用来焊接铝线的锡丝产品,原来工厂生产打端子线容易断,原来只做大功率的,是采用焊铝端子的方法,现在小点功率也在用。1.9的漆包圆铝线,线头与转换开关连接,开始比较容易压断,后来用打端子解决,还不行,端头很容易打火,而且有时装好之后,实验时自己就断了.我还觉得泡过漆之后,线有点变硬漆包铝线与漆包铜线,很多客户反映铝线不好焊接,现我们已经解决了该问题.方法有是用专用的焊锡丝.该种焊锡丝使用方便,焊接效果与铜铜焊接十分的理想.其二是专业溶液来处理铝线接出头,能与铜线方便焊接.但处理时间相对要慢一点,可能需要花费3-4秒时间.
使用方法,操作简单方便,直接用普通烙铁焊接即可,无需加其它辅助助焊剂。专业生产铝漆包线的焊接材料,包括助焊剂(铝钎剂),脱漆粉,脱漆剂,专业铝焊锡条。我公司产品经过权威部门验证,无腐蚀,焊接强度高,在同类产品当中质量性能均排**。我公司是全国最早生产铝焊接材料的公司之一,从事这个行业多年,积累了相当多的经验。在激烈的市场竞争中,我们将一如既往的坚持"产品的专业性,价格的优惠性,质量的可靠性"为广大客户提供优质的产品和服务,竭诚欢迎各界朋友的交流与惠顾!
不锈钢管焊接:不锈钢与铜(不锈钢管与铜管)焊接需先将焊接件表面层清除干净.不需上锡的部分可用单面胶纸密封,然后把焊接件固定,用两个电烙铁(一般在100w-200w以上),一个将焊接件预热,另一个进行不锈钢锡线点焊操作,同时可把锡线沾不锈钢助焊剂使用(比较好上锡),待温度到达时焊锡点自然熔会,焊件一般需反复添加助焊剂,不可立刻移动,待数秒后方可。
不锈钢板与铜板焊接首先要将不锈钢板作表面(金属)处理,处理后不锈钢板有很好的焊接好果。
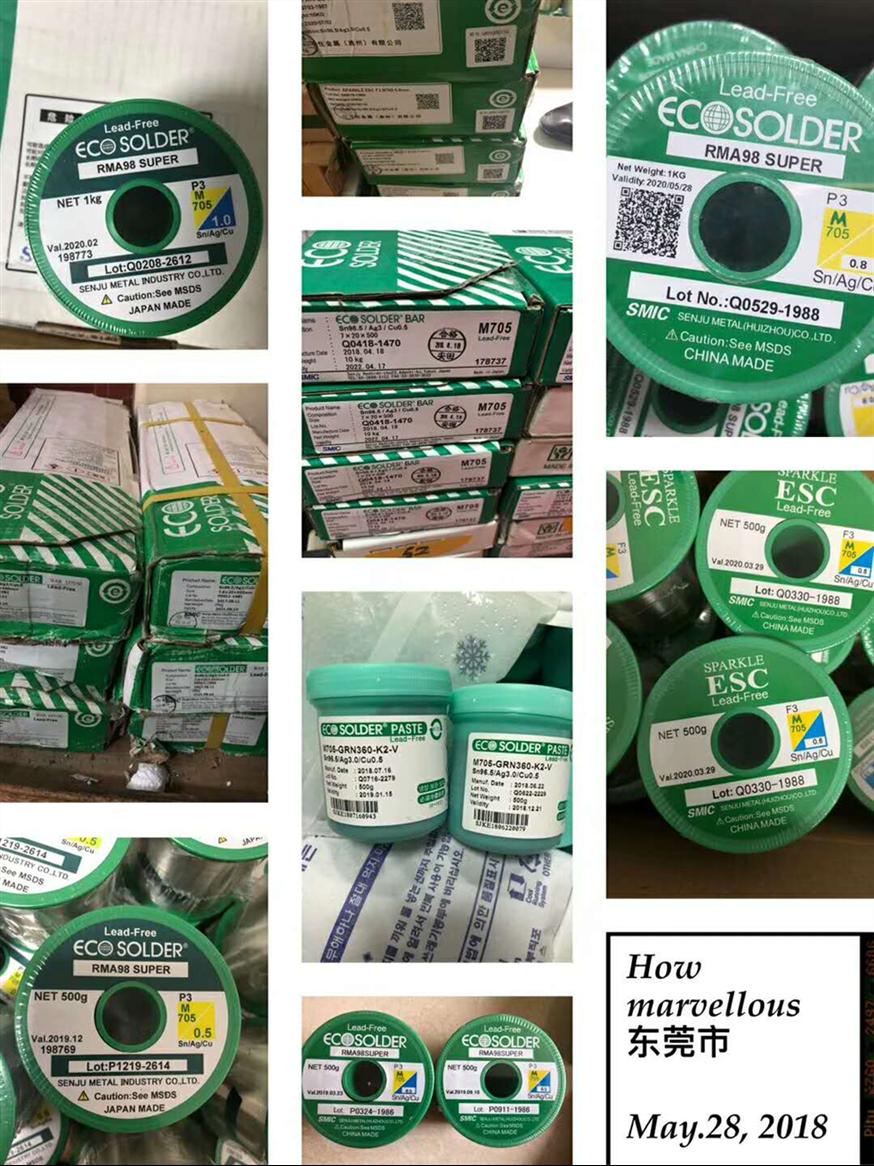
针对照明行业的灯头焊接而开发,具有润湿性特佳、焊点可靠饱满、残渣无腐蚀等特点,本公司配有多种合金比例和线径供客选择。
松香芯锡线:采用高品质松香配制而成。镀镍焊锡丝,灯头专用焊锡线,铝灯头焊锡丝,免洗焊锡丝对普通灯头、铝灯头、特殊灯头焊接具有强焊特点、润湿性特佳、焊点可靠饱满、残渣无腐蚀、导电率、热导率
铝焊锡丝相对优势:
目前市场上铝焊锡丝内的助焊剂采用的是液体状态,使用时飞溅,并且由于液体汽化时产生飞溅,导致焊点里面存在气孔,造成虚焊。另外由于是传统液体配方,腐蚀性强,导致焊锡丝保质期短,不使用时还要密封线口,以防止线内的助焊剂外流。
我公司铝焊锡丝内助焊剂采用新配方,性能稳定,无腐蚀,焊接不飞溅,焊点饱满 、可靠。不使用时候也不用强行密封线口,保质期长,性能稳定。 铝焊锡丝的应用和使用方法:
◆铝线与铝线焊接,铝线与铜线焊接
焊接前需将焊接件表面处理干净,按材料直径的大小,使用100w—150w的铜质斜口烙铁,先将烙铁放在需要焊接的材料上预热,按材料直径的大小,需预热2—5秒,再向烙铁头送焊锡丝,使焊丝熔化,完成焊接。这种方法,能让焊丝中的助焊剂充分与板面接触,达到好的焊接效果。
◆铝板与铝板焊接
焊接前需将铝焊锡线的表面处理干净方能上锡,使用60w~100w的电烙铁,按焊接材料的大小、电烙铁的温度在200℃~400℃之间时即可焊接。
◆铝管焊接镀镍锡线、镀镍焊锡丝,其导电率、热导率性能优良,上锡速度快;良好的润湿性能;松香含量适中,操作时不会溅弹松香;松香公布均匀,锡芯里无断松香情况;绕线均匀,专对不锈钢镀镍丝、镍板,彩色铁板等有突出的润湿能力,可使锡铅焊料与这些金属有优良的焊接性,而且走线时不会缠结;焊锡时烙铁头残渣少。
焊锡是在焊接线路中连接电子元器件的重要工业原材料,是一种熔点较低的焊料,主要指用锡基合金做的焊料。焊锡的制作方法是先用熔融法制锭,然后压力加工成材。
焊锡广泛应用于电子工业、家电制造业、汽车制造业、维修业和日常生活中。
中文名 焊锡 外文名 solder 应用领域 电子业、制造业、维修业等 含 义 熔点较低的焊料 制造工艺熔融法制锭,压力加工成材
东莞市铭上电子科技有限公司10余年专业铭上电子科技专业生产镭雕机,激光打标机出租、出售,维修服务,公司有售后服务团队;帮您解决售前售中售后等问题。销售,维修镭雕机、激光打标机(光纤激光打标机、二氧化碳CO2激光打标机、紫外线激光打标机,视觉激光镭雕机,在线视觉打标机,自动视觉镭雕机等,非标自动化激光打标机、UV高精密激光打标、线路板二维码激光打标机)莞五金模具激光打标机 电镀氧化铝激光镭雕机厂家,东莞激光刻字机,五金镭雕机,电镀打码机东莞五金模具激光打标机 电镀氧化铝激光镭雕机厂家 , 东莞五金模具激光打标机 电镀氧化铝激光镭雕机厂家 联系人:李生
欢迎来到东莞市铭上电子科技有限公司网站,我公司位于素有“龙舟之乡、中国民间艺术之乡、举重之乡、粤剧之乡”之美誉,号为“世界工厂”的东莞市。 具体地址是广东东莞莞城公司街道地址,负责人是李总。
主要经营铜铝焊锡丝锡线。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-50973729.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于东莞市铭上电子科技有限公司
商铺首页 |
更多产品 |
联系方式
东莞市铭上电子科技有限公司10余年专业铭上电子科技专业生产镭雕机,激光打标机出租、出售,维修服务,公司有售后服务团队;帮您解决售前售中售后等问题。销售,维修镭雕机、激光打标机(光纤激光打标机、二氧化碳CO2激光打标机、紫外线激光打标机,视觉激光镭雕机,在线视觉打标机,自动视觉镭雕机等,非标自动化激光打标..
- 我要给“呼和浩特镀镍焊锡丝锡线什么牌子好”留言
- 更多产品