- 产品描述
人工配料工序应注意:
(1) 上岗前人员必须进行培训,考核合格后才能上岗。培训应包括技能和职业道德的培训。人员应保持相对稳定。
(2) 每次操作前必须认真检查计量器具的准确度,定期进行计量鉴定。
(3) 做好操作前的准备工作,包括各种助剂的检验、开包、码放整齐、盛装袋的准备以及卫生环保器具、使用工具的准备。
(4) 操作中应按所*的操作程序和操作规程进行。例如:采用几个配料员每人负责1~3 种助剂流水作业的方法, 先称哪种再称哪种, 称量的精度都应严格按操作规程执行。
(5) 操作过程中应该精神集中,不得聊天或做其他事。
(6) 严格配料质量的检验制度,应有专人负责逐件进行检验, 不合格的一律不得送到混料工序使用。一般采用复核总重量的方法,所复核的总重量应在允许范围内。
(7) 注意操作场地的卫生环境, 通风, 照明条件。注意配料人员的身体健康。
2 混料工序
混料的过程是将PVC 树脂与热稳定剂、改性剂、润滑剂、填充剂、色料等助剂混合均一化的过程,使用的设备主要是高速捏合机、冷却搅拌机。过程并不复杂, 但混合的质量往往影响着正常生产和制品的质量。混合的过程是依靠机械力作用在物料上, 产生相互之间的摩擦力、剪切力使物料细化、升温, 一些助剂熔化、包覆在PVC 树脂表面。PVC 树脂在剪切、摩擦作用下细化, 温度不断升高,表面呈现松软、多孔状将助剂吸附在表面达到均一化; 温度进一步升高, 颗粒表面熔化,颗粒的密度增大。
正常的加料顺序如下: 在冷混机中,混合料冷却到45℃以下排出;
正常的加料顺序如下:过筛包装(或送入贮存罐)。
相反,温度过高,易出现结块,甚至出现过热分解,因而热混出料温度是重要工艺参数。一般高速混合的出料温度为100~120 ℃。
混合过程一般是靠扩散、对流、剪切三种作用来完成。在实际过程中,三种作用是同时作用的,只是在一定条件下,其中的某种作用占优势而已。
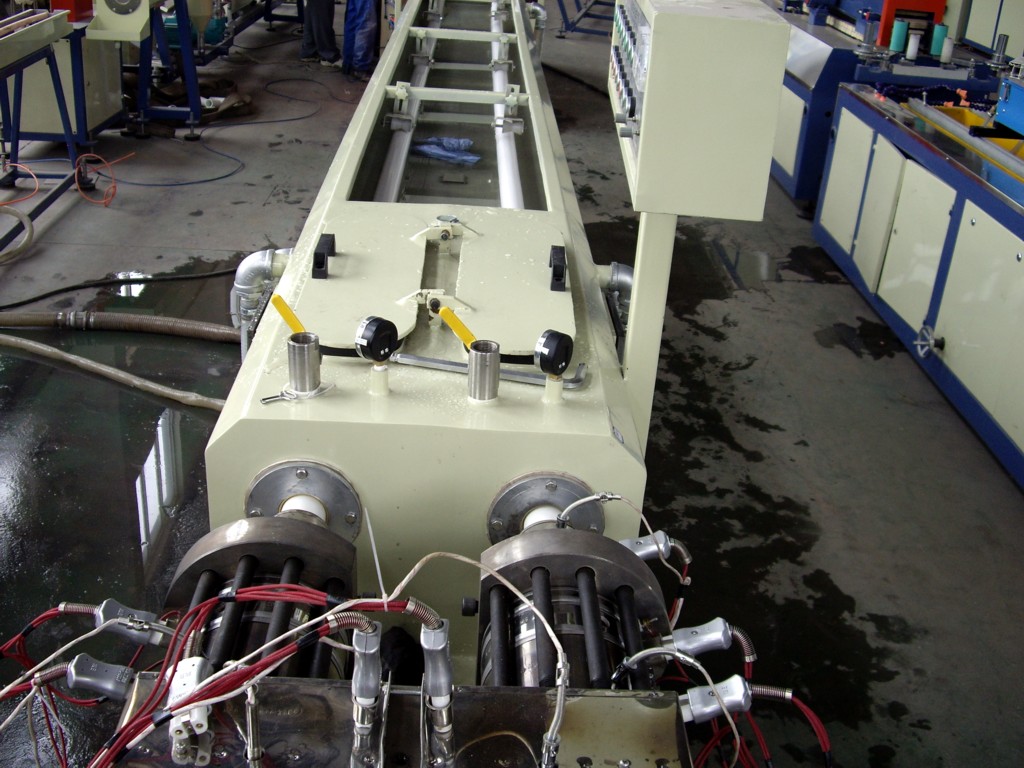
SRL-Z200/500L混合机组结构说明:
热混部分它由锅体、锅盖、传动部件、底座、出料口等部件组成。锅体由不锈钢焊成,内表明较为光滑坚硬,具有耐磨、耐腐蚀、不易沾点等特点。
锅盖是由铝合金铸造的,内表明经过精车和抛光。它由气缸升降锅盖顶起后,可沿垂直方向回转轴水平顺时针旋转70℃,转动轻快,使用方便。旋转切勿用力过大,以防碰伤锅壁。盖上开有加树脂、增速剂、稳定剂的孔,用户可根据自己的需要自行安排, 为透气孔,以防止锅盖未盖好时,搅拌浆转动造成人身事故,锅盖阀与电机工作为互锁,锅盖阀工作时,开关不接通,电机不能启动。电机工作时,锅盖阀不能打开。
导流板是用于加强混合效果用的。板内装有一个测温热电偶,物料温度可反映在指示仪上读出,同时用于自动控制出料口的自动出料。
混合机的搅拌浆,由电机经皮带来驱动,电机是交流双速电机,只要按下低、高速按钮,即可实现低高速。但必须注意:欲高速运转时,应使电机先低速启动后,再高速运转主轴由轴承去承运转。主轴上部有三个搅拌浆,它们顺时针方向旋转,使物料一方面沿锅壁运动,又同时上下循环翻动加上导流板的作用,使混合效果较好。由于物料是高速运动的,所以料粒之间,料与浆之间的摩擦热很大,它使料温迅速上升。不仅相应地减少了锅壁的加热量,而且利于树脂对增速剂的吸收效果。搅拌浆是不锈钢制造的又经过仔细的机械加工耐磨、耐腐蚀。
冷混部分由锅盖、锅体、传动、底座出料、电控六部分组成,锅盖能沿水平方向转动,并设有安全保护装置,锅盖未盖严时,开关部接通,电机不启动,防止锅盖未盖好时,搅拌浆转动造成人身事故,盖上设有投料孔,能投入热混物料。
锅体由不锈钢焊成,内壁较为光滑坚硬,具有耐磨、耐腐蚀以及不沾料等特点。锅壁设有冷却夹套,通过水冷循环达到冷却效果。
传动部分由启动电机通过三角带轮带动减速机,把动力输入到主轴,使搅拌浆旋转,使热混物料冷却混合。
底座由钢板、角钢焊接而成,设有调节螺栓,可调节传动三角带之松紧,底部设有地脚螺钉与机座固定。
出料部分由铝合金铸造而成。装有启动卸料门。由汽缸与料门*式直接连接,压紧可靠,密封性好,开闭灵活,使用0.39-0.49Mpa空气压缩机一台(由用户自己选配),卸料方式可用锅内料温自动控制和用按钮手动两种方式来控制卸料门的开启、关闭。



机械设备及零部件制造、加工、销售;机械设备及零部件、五金交电、金属材料及制品、化工(除危险品)、橡塑制品购销;机械设备的技术开发、技术转让、技术咨询及相关的技术服务;自营和代理各类商品及技术的进出口业务(但国家限定公司经营或禁止进出口的商品及技术除外)。(依法须经批准的项目,经相关部门批准后方可开展经营活动)
欢迎来到张家港君尔机械有限公司网站,我公司位于地形以山区为主,被称之为“万山之州”的克孜勒苏柯尔克孜自治州。 具体地址是新疆克孜勒苏公司街道地址,负责人是卞先生。
主要经营PVC结皮木塑发泡板生产线。
本公司产品处国内领先地位,产业规模属国内一流水平,产品独具特色,规格齐全,质量保证体系规范。欢迎来订购,谢谢!
本页链接:http://www.cg160.cn/vgy-50452944.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于张家港君尔机械有限公司
商铺首页 |
更多产品 |
联系方式
机械设备及零部件制造、加工、销售;机械设备及零部件、五金交电、金属材料及制品、化工(除危险品)、橡塑制品购销;机械设备的技术开发、技术转让、技术咨询及相关的技术服务;自营和代理各类商品及技术的进出口业务(但国家限定公司经营或禁止进出口的商品及技术除外)。(依法须经批准的项目,经相关部门批准后方可开..
- 我要给“环保200500L热冷混合机组生产 200500混合机组 君尔”留言
- 更多产品