- 产品描述
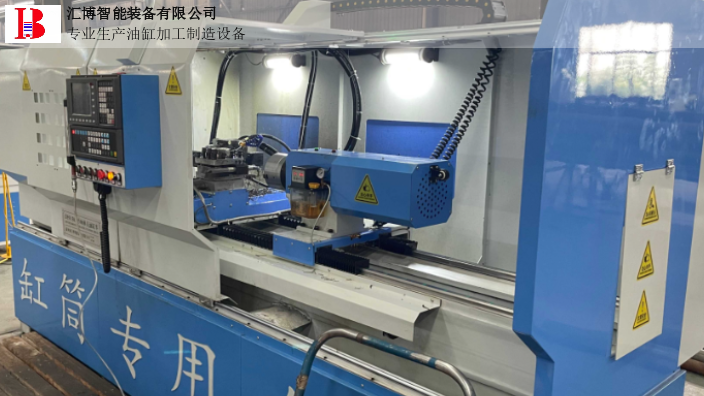
床件精密加工的关键技术车床件机床系统总体综合设计技术。常规机床设计与制造,各环节技术上都有很大宽容度。超精密机床各环节基本都处于一种技术极限或临界应用状态,哪个环节稍考虑或处理不周,就会导致整体失败。因此,设计上需对机床系统整体和各部分技术有着非常深刻的了解。需依可行性,从整体比较好出发,极其周详地进行关联综合设计。高刚性、高稳定机床本体结构设计、制造技术。特别是大型机床,由于机身大、自身重,湖北油缸加工车床设备厂,承载工件重量变化大,任何微小的变形都会影响加工精度,湖北油缸加工车床设备厂。结构设计除从材料、结构形式、工艺方面达到要求,湖北油缸加工车床设备厂,还须兼顾机床运行时的可操作性。在安装活塞杆前,应保证活塞与气缸的配合间隙符合要求。湖北油缸加工车床设备厂
数控立式车床在日常使用中也要注意维护保养工作,也是操作人员工作范围内,几个维护要注意的地方供您参考,拆卸清洗各部油毛毡垫;擦拭普通车床各滑动面和导轨面、擦拭工作台及横向、升降丝杆、擦拭走刀传动机构及刀架。定期润滑各油孔清洁畅通并加注润滑油;各导轨面和滑动面及各丝杆加注润滑油;检查传动机构油箱体、油面并加油至标高位置。扭紧普通车床的紧固件,检查并紧固压板及镶条螺丝;检查并扭紧滑块固定螺丝、走刀传动机构、手轮、工作台支架螺丝;检查钮紧其它部分松动螺丝。无锡油缸加工双头数控车床设备厂数控车床是一种高性能,高精度,低噪音的走到式的机床,是通过数控系统来控制加工程序的自动加工机床。
滚压后的表面,经挤压而强化,有利于提高零件表面的耐磨性和疲劳强度。疲劳强度的提高程度基本上与要加工的材料结构、压力集中程度、硬度和滚压条件有关。除了改善了零件的表面质量以外,其优点还有:(1)所用工具简单,加工方法简便,在普通车床上即可完成零件的全部加工,而不用另外转序。所适用加工零件的范围较大。(2)不易产生废品,在熟练的掌握滚压方法以后,不会产生象其它加工方法可能产生的烧伤、扎刀等废品情况,滚压加工部分的孔和缸体孔外部不需滚压加工部分的止口、台阶孔的同心度可以保证达到图样要求,因为是在一次装卡下加工实现的。(3)经济效益高,在保证加工精度的条件下,滚压加工的效率比较高。综上所述,经多年的生产实践证明,滚压加工方法是方法简便、经济效益高,可以提高工件表面质量的较好的加工方法。
数控车床的出现是工业一大进步的表现,它能较好的解决复杂、精密、小批、多变的零件加工问题,是一种灵活的、高效率的自动化机床。数控加工工艺性分析涉及面很广,通常需要零件图样上尺寸数据的给出应符合编程方便的原则。零件图上尺寸标注方法应适应数控加工的特点在数控加工零件图上,应以同一基准引注尺寸或直接给出坐标尺寸,并且构成零件轮廓的几何元素的条件应充分,图样上的零件各加工部位的结构工艺性应符合数控加工的特点。这种标注方法既便于编程,也便于尺寸之间的相互协调,使得效益提高。污染会使油液变质,而液压机械油液变质的主要原因之一是氧化。
想要知道导致液压油缸加工工件尺寸偏差的原因,我们需要先清楚数控车床的构成,数控车床主要由控制系统、伺服驱动装置、机械进给装置、伺服电机、工作台位置、及反馈测量装置等组成。当进行加工工件时,先要通过数控系统的数字运算之后,向伺服驱动装置发出控制信号,然后驱动伺服电机进行转动,再接着经过机械进给装置传递给工作台,使工作与刀具之间发生相对运动,与此同时,位置检测反馈装置会把工件与刀具之间的实际相对移动量转变成电信号,然后反馈给数控装置,接着数控装置把指令转位量与反馈的实际转位量进行比较,从而加工出符合加工程序设计要求的工件。对于数控机床维修工具、检测器仪表必不可少。江苏活塞杆加工车床品牌
对于高效率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。湖北油缸加工车床设备厂
在加工时卷材的粉碎在边缘可能会起皱:开卷线的导辊可能是由于模具进料口退绕而导致模具上的导辊之间的缝隙起皱引起的。划痕:零件上划痕的主要原因。模具上有锋利的刮痕或金属粉尘掉入模具中。预防措施是修复模具上的划痕并清理金属粉尘。底部开裂:主要原因为在该部分的底部开裂是该材料差的增塑或压在模具压紧环得太紧。预防措施是更换塑料或松开压脚环。侧壁具有皱纹:该零件的侧壁为皱纹的主要原因是材料的厚度不够,或者当上部和下部的材料出现偏心时安装下部模具,从而在一侧产生较大的间隙。间隙很小,预防措施是更换材料并重新调整模具。湖北油缸加工车床设备厂
河南汇博液压机械有限公司成立于2004年11月1日,厂区建筑面积8000余平方米,是一家多年从事制造液压系统,液压油缸的生产厂家,拥有各类先进加工和测试设备70余台。专业为机械制造企业提供配套液压成套产品。目前生产产品主要用于机床、电力、建材、冶金、轻工、汽车、等行业。
欢迎来到河南汇博液压机械有限公司网站,我公司位于历史悠久,人杰地灵,名胜古迹众多,自然风光秀美的驻马店市。 具体地址是河南驻马店驿城区公司街道地址,负责人是王忠。
主要经营液压油缸|油缸配件|液压泵站|双头油缸车。
单位注册资金:人民币 200 万元 - 300 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-110548700.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“湖北油缸加工车床设备厂 河南汇博液压机械供应”留言
- 更多产品

青海铜包钢棒现货 推荐咨询 四川健坤供应

上海派克伺服阀设备 上海凯舰机电设备科技供应

东营双罗茨螺杆真空机组 华中真空供应

重庆建筑模板蜂窝板价格 创新服务 杭州华聚复合材料供应

PPH棒外圆Ø250mm-Ø300mm现货库存PPH棒材厂家 企业 加工PPH棒 现货PPH

台州拖车轮什么品牌好 值得信赖 温岭市耀鼎机械供应

台州ATV钢轮生产工艺 服务至上 温岭市耀鼎机械供应

上海户外军训夏令营哪家靠谱 欢迎来电 西点企业管理咨询公司供应

全屋净水器有什么品牌 江苏易开得环保科技供应

品牌全屋净水器推荐哪家 江苏易开得环保科技供应
湛江厂家乳胶制品 诚信互利 湛江星之光橡胶制品供应







