- 阿德采购网
> 供应信息
> 工控电器网
> DCS/PLC系统网
> 西门子一级代理商6ES7193-6BP20-0BB1

- 产品描述
浔之漫智控技术有限公司 长期低价销售西门子PLC,200,300,400,1200,西门子PLC附件,西门子电机,西门子人机界面,西门子变频器,西门子数控伺服,西门子总线电缆现货供应,欢迎来电咨询系列产品,折扣低,货期准时,并且备有大量库存.长期有效为适应工业环境使用,与一般控制装置相比较,PLC机有以下特点:
1. 可靠性高,抗干扰能力强
工业生产对控制设备的可靠性要求:
①平均故障间隔时间长
②故障修复时间(平均修复时间)短
任何电子设备产生的故障,通常为两种:
①偶发性故障。由于外界恶劣环境如电磁干扰、高温、低温、过电压、欠电压、振动等引起的故障。这类故障,只要不引起系统部件的损坏,一旦环境条件恢复正常,系统也随之恢复正常。但对PLC而言,受外界影响后,内部存储的信息可能被破坏。
②*性故障。由于元器件不可恢复的破坏而引起的故障。
如果能限制偶发性故障的发生条件,如果能使PLC在恶劣环境中不受影响或能把影响的后果限制在小范围,使PLC在恶劣条件消失后自动恢复正常,这样就能提高平均故障间隔时间;如果能在PLC上增加一些诊断措施和适当的保护手段,在*性故障出现时,能很快查出故障发生点,并将故障限制在局部,就能降低PLC的平均修复时间。为此,各PLC的生产厂商在硬件和软件方面采取了多种措施,使PLC除了本身具有较强的自诊断能力,能及时给出出错信息,停止运行等待修复外,还使PLC具有了很强的抗干扰能力。
·硬件措施:
主要模块均采用大规模或大规模集成电路,大量开关动作由无触点的电子存储器完成,I/O系统设计有完善的通道保护和信号调理电路。
① 屏蔽——对电源变压器、CPU、编程器等主要部件,采用导电、导磁良好的材料进行屏蔽,以防外界干扰。
② 滤波——对供电系统及输入线路采用多种形式的滤波,如LC或π型滤波网络,以或抑制高频干扰,也削弱了各种模块之间的相互影响。
③ 电源调整与保护——对微处理器这个**部件所需的+5V电源,采用多级滤波,并用集成电压调整器进行调整,以适应交流电网的波动和过电压、欠电压的影响。
④ 隔离——在微处理器与I/O电路之间,采用光电隔离措施,有效地隔离I/O接口与CPU之间电的联系,减少故障和误动作;各I/O口之间亦彼此隔离。
⑤ 采用模块式结构——这种结构有助于在故障情况下短时修复。一旦查出某一模块出现故障,能迅速换,使系统恢复正常工作;同时也有助于加快查找故障原因。
·软件措施:
有强的自检及保护功能。
①故障检测——软件定期地检测外界环境,如掉电、欠电压、锂电池电压过低及强干扰信号等。以便及时进行处理。
②信息保护与恢复——当偶发性故障条件出现时,不破坏PLC内部的信息。一旦故障条件消失,就可恢复正常,继续原来的程序工作。所以,PLC在检测到故障条件时,立即把现状态存入存储器,软件配合对存储器进行封闭,禁止对存储器的任何操作,以防存储信息被冲掉。
③设置警戒时钟WDT()——如果程序每循环执行时间过了WDT规定的时间,预示了程序进入死循环,立即报警。
④加强对程序的检查和校验——一旦程序有错,立即报警,并停止执行。
⑤对程序及动态数据进行电池后备——停电后,利用后备电池供电,有关状态及信息就不会丢失。
PLC的出厂试验项目中,有一项就是抗干扰试验。它要求能承受幅值为1000V,上升时间1nS,脉冲宽度为1μS的干扰脉冲。一般,平均故障间隔时间可达几十万~上千万小时;制成系统亦可达4~5万小时甚至长时间。
2 .通用性强,控制程序可变,使用方便
PLC品种齐全的各种硬件装置,可以组成能满足各种要求的控制系统,用户不必自己再设计和制作硬件装置。用户在硬件确定以后,在生产工艺流程改变或生产设备新的情况下,不必改变PLC的硬设备,只需改编程序就可以满足要求。因此,PLC除应用于单机控制外,在工厂自动化中也被大量采用。
3.功能强,适应面广
现代PLC不仅有逻辑运算、计时、计数、顺序控制等功能,还具有数字和模拟量的输入输出、功率驱动、通信、人机对话、自检、记录显示等功能。既可控制一台生产机械、一条生产线,又可控制一个生产过程。
4.编程简单,容易掌握
目前,大多数PLC仍采用继电控制形式的“梯形图编程方式”。既继承了传统控制线路的清晰直观,又考虑到大多数工厂企业电气技术人员的读图习惯及编程水平,所以非常容易接受和掌握。梯形图语言的编程元件的符号和表达方式与继电器控制电路原理图相当接近。通过阅读PLC的用户手册或短期培训,电气技术人员和技术工很快就能学会用梯形图编制控制程序。同时还提供了功能图、语句表等编程语言。
PLC在执行梯形图程序时,用解释程序将它翻译成汇编语言然后执行(PLC内部增加了解释程序)。与直接执行汇编语言编写的用户程序相比,执行梯形图程序的时间要长一些,但对于大多数机电控制设备来说,是微不足道的,完全可以满足控制要求。
5.减少了控制系统的设计及施工的工作量
由于PLC采用了软件来取代继电器控制系统中大量的中间继电器、时间继电器、计数器等器件,控制柜的设计安装接线工作量大为减少。同时,PLC的用户程序可以在实验室模拟调试,减少了现场的调试工作量。并且,由于PLC的低故障率及很强的监视功能,模块化等等,使维修也为方便。
6.体积小、重量轻、功耗低、维护方便
PLC是将微电子技术应用于工业设备的产品,其结构紧凑,坚固,体积小,重量轻,功耗低。并且由于PLC的强抗干扰能力,易于装入设备内部,是实现机电一体化的理想控制设备。以三菱公司的F1-40M型PLC为例:其外型尺寸仅为305×110×110mm,重量2.3kg,功耗小于25VA;而且具有很好的抗振、适应环境温、湿度变化的能力。现在三菱公司又有FX系列PLC,与其小型品种F1系列相比:面积为47%,体积为36%,在系统的配置上既固定又灵活,输入输出可达24~128点。
PLC产品种类繁多,其规格和性能也各不相同。对PLC的分类,通常根据其结构形式的不同、功能的差异和I/O点数的多少等进行大致分类。
1.按结构形式分类
根据PLC的结构形式,可将PLC分为整体式和模块式两类。
(1)整体式PLC 整体式PLC是将电源、CPU、I/O接口等部件都集中装在一个机箱内, 具有结构紧凑、体积小、价格低的特点。小型PLC一般采用这种整体式结构。整体式PLC由不同I/O点数的基本单元(又称主机)和扩展单元组成。基本单元内有CPU、I/O接口、与I/O扩展单元相连的扩展口,以及与编程器或EPROM写入器相连的接口等。扩展单元内只有I/O和电源等,没有CPU。基本单元和扩展单元之间一般用扁平电缆连接。整体式PLC一般还可配备特殊功能单元,如模拟量单元、位置控制单元等,使其功能得以扩展。
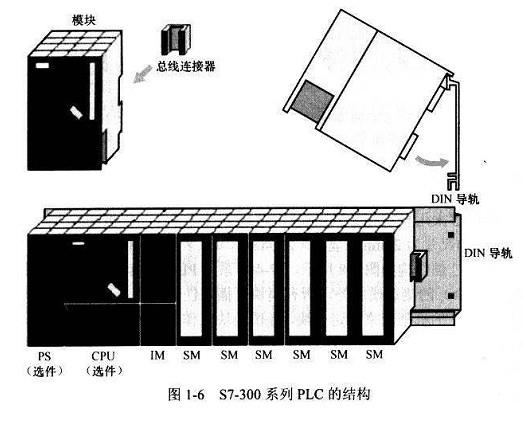
(2)模块式PLC 模块式PLC是将PLC各组成部分,分别作成若干个单独的模块,如CPU模块、I/O模块、电源模块(有的含在CPU模块中)以及各种功能模块。模块式PLC由框架或基板和各种模块组成。模块装在框架或基板的插座上。这种模块式PLC的特点是配置灵活,可根据需要选配不同规模的系统,而且装配方便,便于扩展和维修。大、中型PLC一般采用模块式结构。
还有一些PLC将整体式和模块式的特点结合起来,构成所谓叠装式PLC。叠装式PLC其CPU、电源、I/O接口等也是各自独立的模块,但它们之间是靠电缆进行联接,并且各模块可以一层层地叠装。这样,不但系统可以灵活配置,还可做得体积小巧。
2.按功能分类
根据PLC所具有的功能不同,可将PLC分为低档、中档、高档三类。
(1)低档PLC 具有逻辑运算、定时、计数、移位以及自诊断、监控等基本功能,还可有少量模拟量输入/输出、算术运算、数据传送和比较、通信等功能。主要用于逻辑控制、顺序控制或少量模拟量控制的单机控制系统。
(2)中档PLC 除具有低档PLC的功能外,还具有较强的模拟量输入/输出、算术运算、数据传送和比较、数制转换、远程I/O、子程序、通信联网等功能。有些还可增设中断控制、PID控制等功能,适用于复杂控制系统。
(3)高档PLC 除具有中档机的功能外,还增加了带符号算术运算、矩阵运算、位逻辑运算、平方根运算及其它特殊功能函数的运算、制表及表格传送功能等。高档PLC机具有强的通信联网功能,可用于大规模过程控制或构成分布式网络控制系统,实现工厂自动化。
上世纪60年代,计算机技术已开始应用于工业控制了。但由于计算机技术本身的复杂
性,编程难度高、难以适应恶劣的工业环境以及价格昂贵等原因,未能在工业控制中广泛应用。当时的工业控制,主要还是以继电—接触器组成控制系统。
1968年,美国大的汽车制造商——通用汽车制造公司(GM),为适应汽车型号的不断翻新,试图寻找一种新型的工业控制器,以尽可能减少重新设计和换继电器控制系统的硬件及接线、减少时间,降。因而设想把计算机的完备功能、灵活及通用等优点和继电器控制系统的简单易懂、操作方便、价格便宜等优点结合起来,制成一种适合于工业环境的通用控制装置,并把计算机的编程方法和程序输入方式加以简化,用 “面向控制过程,面向对象”的“自然语言”进行编程,使不熟悉计算机的人也能方便地使用。即:
硬件: 减少
软件: 灵活 简单
针对上述设想,通用汽车公司提出了这种新型控制器所必须具备的**条件(**的“GM10条” ):
1 编程简单,可在现场修改程序序
2 维护方便,好是插件式
3 可靠性**继电器控制柜
4 体积小于继电器控制柜
5 可将数据直接送入管理计算机
6 在成本上可与继电器控制柜竞争
7输入可以是交流115V
8输出可以是交流115V,2A以上,可直接驱动电磁阀
9 在扩展时,原有系统只要很小变
10 用户程序存储器容量至少能扩展到4K


)是专业从事西门子工业自动化产品销售和系统集成的**企业。在西门子工控领域,公司以精益求精的经营理念,从产品、方案到服务,致力于塑造一个“行业*”,以实现可持续的发展。
多年以来,公司坚持“以客户为本,与客户共同发展”的思想,全力以赴为工矿用户、设计单位、工程公司提供高性价比、高稳定性、高可靠性的整体解决方案。
“我们不仅仅销售优质的产品”是公司每个员工的工作信条,在为客户提供产品和方案的过程中,我们愿意倾听客户,和客户共同完善,不断提高服务质量,追赶客户的期望。以此为基础,我们追求客户、厂商和员工三方的共赢。
本公司与德国SIEMENS公司自动化与驱动部门的长期紧密合作过程中,建立了良好的相互协作关系,在自动化产品与驱动产品业务逐年成倍增长,为广大用户提供了SIEMENS的较新的技术及自动控制的较佳解决方案。
从事工业自动化科技领域内的技术开发、技术咨询、技术服务,气动元件,电机配件,水处理设备,电力设备,电子元器件,仪器仪表,仪器设备,传感器,电机,电控设备,五金机电,工业自动化控制设备,家用电器,工具刃具,电线电缆,机械设备及配件,电器成套设备销售
本店是实体公司,专业销售工业自动化产品,本店销售的产品均是全新**, 本店可签订正式的销售合同,并可开具17%的增值税,税点另算。
欢迎来到浔之漫智控技术(上海)有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海松江公司街道地址,联系人是刘经理。
主要经营浔之漫智控技术(上海)有限公司是一家西门子plc代理商和西门子代理商,西门子价格每年都在变,2019年西门子plc模块报价单,现在价格是一落千丈,其实大多数经销商可以在今年多备货,因为以后估计要涨价,所以趁着今年的大降价,咱们来一批备货吧! 。
单位注册资金:人民币 10 万元以下。
价格战,是很多行业都有过的恶性竞争,不少厂家为了在价格战役中获胜,不惜以牺牲产品质量为代价,而我们公司坚决杜绝价格战,坚持用最优的原材料及最先进的技术确保产品质量,确保消费者的合法利益。
本页链接:http://www.cg160.cn/vgy-99764358.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- JNRLH1/LBY-200/45 超耐热铝合金绞线报价 低弧垂 盐城超五类生产厂家 数据中控光纤线缆 JNRLH1/LBY-135/30 钦州超耐热铝合金绞线单价 超耐热 鄂尔多斯封闭母线桥型号|安装施工队 YJV22-4X150+1X70 铜芯交联电缆 电线电缆厂 北京弧光保护VAM10LSE 杭州弧光保护vamp系列 厂家了解 南京RVVS线缆价格 环保性电缆 母线槽哪家 MHYAVP矿用通信电缆 矿用信号电缆MHYV 传输能力强 盐城RVV 线缆公司 工业自动化控制线缆 MHYAV矿用通信电缆 山东矿用通信电缆厂家 防火阻燃 工业自动化 宜春西门子PLC网关 设备数据大屏显示
)是专业从事西门子工业自动化产品销售和系统集成的**企业..
- 我要给“西门子一级代理商6ES7193-6BP20-0BB1”留言
- 更多产品
















