- 阿德采购网
> 供应信息
> 工控电器网
> DCS/PLC系统网
> 甘肃西门子PLC模块代理商

- 产品描述
浔之漫智控技术有限公司 长期低价销售西门子PLC,200,300,400,1200,西门子PLC附件,西门子电机,西门子人机界面,西门子变频器,西门子数控伺服,西门子总线电缆现货供应,欢迎来电咨询系列产品,折扣低,货期准时,并且备有大量库存.长期有效西门子S7-300/400plc硬件中断组织块(OB40~OB47)用于快速响应输入模块、点对点通信处理器(CP)和功能模块(FM)的信号变化。具有硬件中断功能的上述模块将中断信号传送到CPU时,将触发硬件中断。绝大多数S7-300 CPU只能使用OB40,S7-400 CPU可以使用的硬件中断OB的个数与CPU的型号有关。为了产生硬件中断,在组态有硬件中断功能的模块时,应启用硬件中断。
在数字量输入模块的“输入”选项卡,用复选框启用硬件中断,然后分组或逐点设置上升沿产生中断、下降沿产生中断,或上升沿、下降沿均产生中断。
在模拟量输入模块的“输入”选项卡,用复选框启用输入值出限制产生硬件中断,然后设置输入值的上限值和下限值。
在功能模块的属性对话框的“基本参数”选项卡,可选择是否根据模块的技术功能对某些事件触发硬件中断。
在点对点通信处理器的属性对话框的“基本参数”选项卡,可选择是否产生中断。
硬件中断被模块触发后,操作系统将用OB40的局部变量OB40_MDL_ADDR(字)向用户提供模块的起始,OB40_POINT_ADDR(双字)是数字量输入模块产生硬件中断的点的编号、或模拟模块出了限制的通道号。
硬件中断组织块OB40的首要任务是通过OB40_MDL_ADDR和OB40_POINT_ADDR提供的信息,用比较指令判断是哪个模块、模块中的哪一点产生的中断。然后对中断事件作出相应的处理。在编写梯形图比较程序时有个小问题需要注意,OB40_MDL_ADDR和OB40_POINT_ADDR的数字类型分别是字和双字,不能直接用于整数比较指令和双整数比较指令。需要将它们保存到其他地址,然后参与比较。
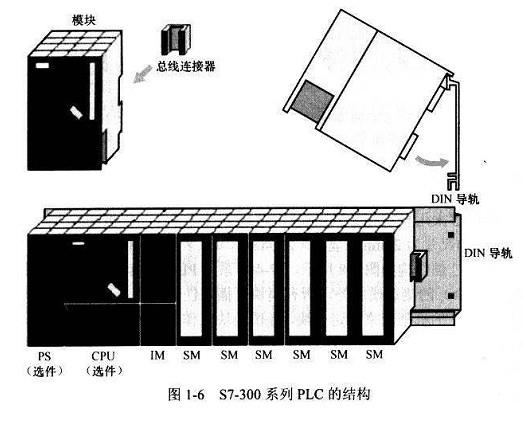
可编程控制器的结构多种多样,但其组成的一般原理基本相同,都是以微处理器为**的结构。通常由*处理单元(CPU)、存储器(RAM、ROM)、输入输出单元(I/O)、电源和编程器等几个部分组成。
1.*处理单元(CPU)
CPU作为整个PLC的**,起着总指挥的作用。CPU一般由控制电路、运算器和寄存器组成。这些电路通常都被封装在一个集成电路的芯片上。CPU通过地址总线、数据总线、控制总线与存储单元、输入输出接口电路连接。CPU的功能有以下一些:从存储器中读取指令,执行指令,取下一条指令,处理中断。
2.存储器(RAM、ROM)
存储器主要用于存放系统程序、用户程序及工作数据。存放系统软件的存储器称为系统程序存储器;存放应用软件的存储器称为用户程序存储器;存放工作数据的存储器称为数据存储器。常用的存储器有RAM、EPROM和EEPROM。RAM是一种可进行读写操作的随机存储器存放用户程序,生成用户数据区,存放在RAM中的用户程序可方便地修改。RAM存储器是一种高密度、低功耗、价格便宜的半导体存储器,可用锂电池做备用电源。掉电时,可有效地保持存储的信息。EPROM、EEPROM都是只读存储器。用这些类型存储器固化系统管理程序和应用程序。
3.输入输出单元(I/O单元)
I/O单元实际上是PLC与被控对象间传递输入输出信号的接口部件。I/O单元有良好的电隔离和滤波作用。接到PLC输入接口的输入器件是各种开关、按钮、传感器等。PLC的各输出控制器件往往是电磁阀、接触器、继电器,而继电器有交流和直流型,高电压型和低电压型,电压型和电流型。
4.电源
PLC电源单元包括系统的电源及备用电池,电源单元的作用是把外部电源转换成内部工作电压。PLC内有一个稳压电源用于对PLC的CPU单元和I/O单元供电。
5.编程器
编程器是PLC的重要外围设备。利用编程器将用户程序送入PLC的存储器,还可以用编程器检查程序,修改程序,监视PLC的工作状态。除此以外,在个人计算机上添加适当的硬件接口和软件包,即可用个人计算机对PLC编程。利用微机作为编程器,可以直接编制并显示梯形图。
微处理器技术、存储技术的发展十分迅猛,功能强大,价格便宜,研发的微处理器针对性强。这为可编程序控制器的发展提供了良好的环境。大型可编程序控制器大多采用多CPU结构,不断地向**、高速度和大容量方向发展。
在模拟量控制方面,除了专门用于模拟量闭环控制的PID指令和智能PID模块,某些可编程序控制器还具有模糊控制、自适应、参数自整定功能,使调试时间减少,控制精度提高。
由于微型可编程序控制器的价格便宜,体积小、重量轻、能耗低,很适合于单机自动化,它的外部接线简单,容易实现或组成控制系统等优点,在很制领域中得到广泛应用。
可编程序控制器采用模块化的结构,方便了使用和维护。智能I/O模块主要有模拟量I/O、高速计数输人、中断输入、机械运动控制、热电偶输入、热电阻输入、条形码阅读器、多路BCD码输人/输出、模糊控制器、PID回路控制、通信等模块。智能I/O模块本身就是一个小的微型计算机系统,有很强的信息处理能力和控制功能,有的模块甚至可以自成系统,单独工作。它们可以完成可编程序控制器的主CPU难以兼顾的功能,简化了某些控制领域的系统设计和编程,提高了可编程序控制器的适应性和可靠性。
编程软件可以对可编程序控制器控制系统的硬件组态,即设置硬件的结构和参数,例如设置各框架各个插槽上模块的型号、模块的参数、各串行通信接口的参数等。在屏幕上可以直接生成和编辑梯形图、指令表、功能块图和顺序功能图程序,并可以实现不同编程语言的相互转换。可编程序控制器编程软件有调试和监控功能,可以在梯形图中显示触点的通断和线圈的通电情况,查找复杂电路的故障非常方便。历史数据可以存盘或打印,通过网络或Modem卡,还可以实现远程编程和传送。
个人计算机(PC)的价格便宜,有很强的数学运算、数据处理、通信和人机交互的功能。目前已有多家厂商推出了在PC上运行的可实现可编程序控制器功能的软件包,如亚控公司的KingPLC。“软PLC"在很多方面比传统的“硬PLC"有优势,有的场合“软PLC"可能是理想的选择。
5. 向通信网络化发展
伴随科技发展,很多工业控制产品都加设了智能控制和通信功能,如变频器、软启动器等。可以和现代的可编程序控制器通信联网,实现强大的控制功能。通过双绞线、同轴电缆或光纤联网,信息可以传送到几十公里远的地方,通过Modem和互联网可以与世界上其他地方的计算机装置通信。
相当多的大中型控制系统都采用上位计算机加可编程序控制器的方案,通过串行通信接口或网络通信模块,实现上位计算机与可编程序控制器交换数据信息。组态软件引发的上位计算机编程,很容易实现两者的通信,降低了系统集成的难度,节约了大量的设计时间,提高了系统的可靠性。上比较*的组态软件有Intouch、Fix等,国内也涌现出了组态王、力控等一批组态软件。有的可编程序控制器厂商也推出了自己的组态软件,如西门子公司的WINCC
6ES72111BE400XB0 CPU 1211C AC/DC/Rly,6输入/4输出,集成2AI 6ES72111AE400XB0 CPU 1211C DC/DC/DC,6输入/4输出,集成2AI 6ES72111HE400XB0 CPU 1211C DC/DC/Rly,6输入/4输出,集成2AI 6ES72121BE400XB0 CPU 1212C AC/DC/Rly,8输入/6输出,集成2AI 6ES72121AE400XB0 CPU 1212C DC/DC/DC,8输入/6输出,集成2AI 6ES72121HE400XB0 CPU 1212C DC/DC/Rly,8输入/6输出,集成2AI 6ES72141BG400XB0 CPU 1214C AC/DC/Rly,14输入/10输出,集成2AI 6ES72141AG400XB0 CPU 1214C DC/DC/DC,14输入/10输出,集成2AI 6ES72141HG400XB0 CPU 1214C DC/DC/Rly,14输入/10输出,集成2AI 6ES72151BG400XB0 CPU 1215C AC/DC/Rly,14输入/10输出,集成2AI/2AO 6ES72151AG400XB0 CPU 1215C DC/DC/DC,14输入/10输出,集成2AI/2AO 6ES72151HG400XB0 CPU 1215C DC/DC/Rly,14输入/10输出,集成2AI/2AO 6ES72171AG400XB0 CPU 1217C DC/DC/DC,14输入/10输出,集成2AI/2AO
概 述
在组合机床自动线中,一般根据不同的加工精度要求设置三种滑台(1)液压滑台,用于切削量大,加工精度要求较低的粗加工工序中;(2)机械滑台,用于切削量中等,具有一定加工精度要求的半精加工工序中;(3)数控滑台,用于切削量小,加工精度要求很高的精加工工序中。可编程控制器(简称PLC)以其通用性强、可靠性高、指令系统简单、编程简便易学、易于掌握、体积小、维修工作少、现场接口安装方便等一系列优点,被广泛应用于工业自动控制中。特别是在组合机床自动生产线的控制及CNC机床的S、T、M功能控制显示出其的性能。PLC控制的步进电机开环伺服机构应用于组合机床自动生产线上的数控滑台控制,可省去该单元的数控系统使该单元的控制系统成本降低70~,甚至只占用自动线控制单元PLC的3~5个I/O接口及<1KB的内存。特别是大型自动线中可以使控制系统的成本显著下降。
2 PLC控制的数控滑台结构
一般组合机床自动线中的数控滑台采用步进电机驱动的开环伺服机构。采用PLC控制的数控滑台由可编程控制器、环行脉冲分配器、步进电机驱动器、步进电机和伺服传动机构等部分组成,伺服传动机构中的齿轮Z1、Z2应该采取消隙措施,避免产生反向死区或使加工精度下降;而丝杠传动副则应该根据该单元的加工精度要求,确定是否选用滚珠丝杠副。采用滚珠丝杠副,具有传动**、系统刚度好、传动精度高、使用寿命长的优点,但成本较高且不能自锁。
3 数控滑台的PLC控制方法
数控滑台的控制因素主要有三个:
3.1 行程控制
一般液压滑台和机械滑台的行程控制是利用位置或压力传感器(行程开关/死挡铁)来实现;而数控滑台的行程则采用数字控制来实现。由数控滑台的结构可知,滑台的行程正比于步进电机的总转角,因此只要控制步进电机的总转角即可。由步进电机的工作原理和特性可知步进电机的总转角正比于所输入的控制脉冲个数;因此可以根据伺服机构的位移量确定PLC输出的脉冲个数:
n= DL/d (1)
式中 DL——伺服机构的位移量(mm)
d ——伺服机构的脉冲当量(mm/脉冲)
3.2 进给速度控制
伺服机构的进给速度取决于步进电机的转速,而步进电机的转速取决于输入的脉冲频率;因此可以根据该工序要求的进给速度,确定其PLC输出的脉冲频率:
f=Vf/60d (Hz) (2)
式中 Vf——伺服机构的进给速度(mm/min)
3.3 进给方向控制
进给方向控制即步进电机的转向控制。步进电机的转向可以通过改变步进电机各绕组的通电顺序来改变其转向;如三相步进电机通电顺序为A-AB-B-BC-C-CA-A…时步进电机正转;当绕组按A-AC-C-CB-B-BA-A…顺序通电时步进电机反转。因此可以通过PLC输出的方向控制信号改变硬件环行分配器的输出顺序来实现,或经编程改变输出脉冲的顺序来改变步进电机绕组的通电顺序实现。
4 PLC的软件控制逻辑
由滑台的PLC控制方法可知,应使步进电机的输入脉冲总数和脉冲频率受到相应的控制。因此在控制软件上设置一个脉冲总数和脉冲频率可控的脉冲信号发生器;对于频率较低的控制脉冲,可以利用PLC中的定时器构成,如图2所示。脉冲频率可以通过定时器的定时常数控制脉冲周期,脉冲总数控制则可以设置一脉冲计数器C10。当脉冲数达到设定值时,计数器C10动作切断脉冲发生器回路,使其停止工作。伺服机构的步进电机无脉冲输入时便停止运转,伺服执行机构定位。当伺服执行机构的位移速度要求较高时,可以用PLC中的高速脉冲发生器。不同的PLC其高速脉冲的频率可达4000~6000Hz。对于自动线上的一般伺服机构,其速度可以得到充分满足。
5 伺服控制、驱动及接口
5.1 步进电机控制系统的组成
步进电机的控制系统由可编程控制器、环行脉冲分配器和步进电机功率驱动器组成,控制系统中PLC用来产生控制脉冲;通过PLC编程输出一定数量的方波脉冲,控制步进电机的转角进而控制伺服机构的进给量;同时通过编程控制脉冲频率——既伺服机构的进给速度;环行脉冲分配器将可编程控制器输出的控制脉冲按步进电机的通电顺序分配到相应的绕组。PLC控制的步进电机可以采用软件环行分配器,也可以采用如图1所示的硬件环行分配器。采用软环占用的PLC资源较多,特别是步进电机绕组相数M>4时,对于大型生产线应该予以充分考虑。采用硬件环行分配器,虽然硬件结构稍微复杂些,但可以节省占用PLC的I/O口点数,目前市场有多种**芯片可以选用。步进电机功率驱动器将PLC输出的控制脉冲放大到几十~上百伏特、几安~十几安的驱动能力。一般PLC的输出接口具有一定的驱动能力,而通常的晶体管直流输出接口的负载能力仅为十几~几十伏特、几十~几百毫安。但对于功率步进电机则要求几十~上百伏特、几安~十几安的驱动能力,因此应该采用驱动器对输出脉冲进行放大。
5.2 可编程控制器的接口
如伺服机构采用硬件环行分配器,则占用PLC的I/O口点数少于5点,一般仅为3点。其中I口占用一点,作为启动控制信号;O口占用2点,一点作为PLC的脉冲输出接口,接至伺服系统硬环的时钟脉冲输入端,另一点作为步进电机转向控制信号,接至硬环的相序分配控制端,如图3所示;伺服系统采用软件环行分配器时,
6 应用实例与结论
将PLC控制的开环伺服机构用于某大型生产线的数控滑台,每个滑台仅占用4个I/O接口,节省了CNC控制系统,其脉冲当量为0.01~0.05mm,进给速度为Vf=3~15m/min,完全满足工艺要求和加工精度要求



)是专业从事西门子工业自动化产品销售和系统集成的**企业。在西门子工控领域,公司以精益求精的经营理念,从产品、方案到服务,致力于塑造一个“行业*”,以实现可持续的发展。
多年以来,公司坚持“以客户为本,与客户共同发展”的思想,全力以赴为工矿用户、设计单位、工程公司提供高性价比、高稳定性、高可靠性的整体解决方案。
“我们不仅仅销售优质的产品”是公司每个员工的工作信条,在为客户提供产品和方案的过程中,我们愿意倾听客户,和客户共同完善,不断提高服务质量,追赶客户的期望。以此为基础,我们追求客户、厂商和员工三方的共赢。
本公司与德国SIEMENS公司自动化与驱动部门的长期紧密合作过程中,建立了良好的相互协作关系,在自动化产品与驱动产品业务逐年成倍增长,为广大用户提供了SIEMENS的较新的技术及自动控制的较佳解决方案。
从事工业自动化科技领域内的技术开发、技术咨询、技术服务,气动元件,电机配件,水处理设备,电力设备,电子元器件,仪器仪表,仪器设备,传感器,电机,电控设备,五金机电,工业自动化控制设备,家用电器,工具刃具,电线电缆,机械设备及配件,电器成套设备销售
本店是实体公司,专业销售工业自动化产品,本店销售的产品均是全新**, 本店可签订正式的销售合同,并可开具17%的增值税,税点另算。
欢迎来到浔之漫智控技术(上海)有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海松江公司街道地址,联系人是刘经理。
主要经营浔之漫智控技术(上海)有限公司是一家西门子plc代理商和西门子代理商,西门子价格每年都在变,2019年西门子plc模块报价单,现在价格是一落千丈,其实大多数经销商可以在今年多备货,因为以后估计要涨价,所以趁着今年的大降价,咱们来一批备货吧! 。
单位注册资金:人民币 10 万元以下。
价格战,是很多行业都有过的恶性竞争,不少厂家为了在价格战役中获胜,不惜以牺牲产品质量为代价,而我们公司坚决杜绝价格战,坚持用最优的原材料及最先进的技术确保产品质量,确保消费者的合法利益。
本页链接:http://www.cg160.cn/vgy-99764263.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
)是专业从事西门子工业自动化产品销售和系统集成的**企业..
- 我要给“甘肃西门子PLC模块代理商”留言
- 更多产品


















