- 产品描述
射线和超声检测主要用于内部缺陷的检测;磁粉检测主要用于铁磁体材料制件的表面和近表面缺陷的检测;渗透检测主要用于非多孔性金属材料和非金属材料制件的表面开口缺陷的检测;铁磁性材料表面检测时,宜采用磁粉检测。涡流检测主要用于导电金属材料制件表面和近表面缺陷的检测。
当采用两种或两种以上的检测方法对构件的 同一部位进行检测时,应按各自的方法评定级别;采用同种检测方法按不同检测检测工艺进行检测时,如检测结果不一致,应危险大的评定级别为准。
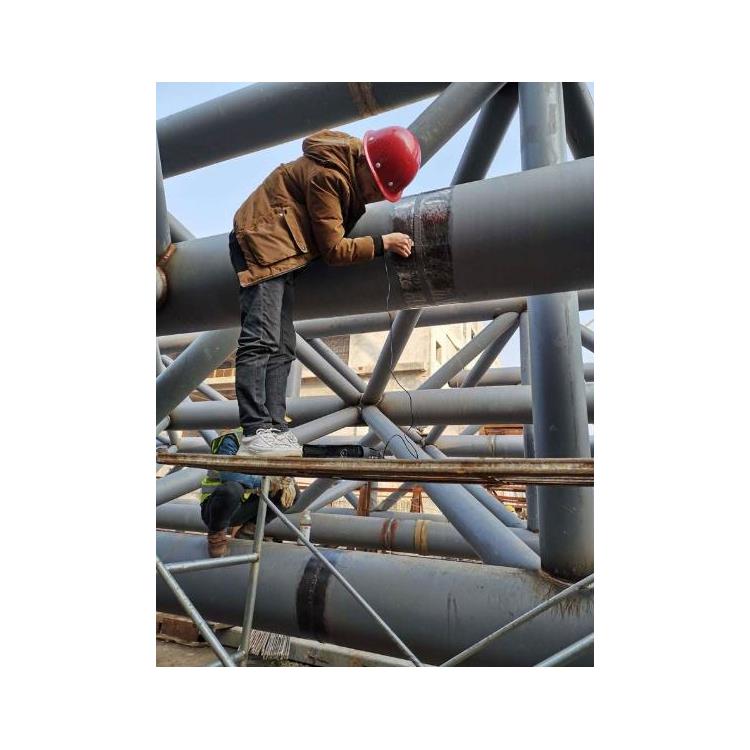
超声检测分为直接接触法和液浸法:采用直接接触法进行超声检测,需要在探头和工件待检测面之间涂以很薄的耦合剂,以改善探头与检测面之间声波的传导。液浸法是将探头和工件全部或部分浸于液体中,以液体作为耦合剂,声波通过液体进入工件进行检测的方法。直接接触法主要采用A型显示脉冲反射法工作原理,操作方便、检测图形简单、判断容易和灵敏度高,在实际生产中得到广泛的应用。
超声波检测斜射声束法:是采用斜探头将声束倾斜入射工件待检测面进行检测的方法,又称横波法。当斜探头在待检测面上移动时,无缺陷时示波屏上只有始波,这是因为声束倾斜入射至底面产生反射后,在工件内以“W”形路径传播,故没有底波出现,所示;当工件存在缺陷而缺陷与声束垂直或缺陷的倾斜角很小时,声束会被反射回来,此时示波屏上将显示出始波和缺陷波,;当斜探头接近板端时,声束将被端角反射回来,在示波屏上将出现始波和端角波。
磁粉检测是以磁粉做显示介质对缺陷进行观察的方法。根据磁化时施加的磁粉介质种类,检测方法分为湿法和干法;按照工件上施加磁粉的时间,检验方法分为连续法和剩磁法。铁磁性材料工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变 而产生漏磁场,吸附施加在工件表面的磁粉,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度。又称磁粉检验或磁粉探伤,属于无损检测常规方法之一。
钢结构的金相分析是对钢结构所使用的钢材进行金相分析,如显微组织分析、显微硬度测试等。金相分析设备按流程:切割机、砂轮机、砂纸、镶嵌机、抛光机、光学显微镜、视频采集卡、金相分析软件等。
鑫歆杰质量检测(上海)有限公司,是一家从事多年检测业务的机构,房屋营业范围包含;房屋安全检测、房屋质量检测、厂房检测、户外广告牌检测、玻璃幕墙检测、钢结构检测等,公司拥有一级注册带领的检测技术团队。
欢迎来到鑫歆杰质量检测(上海)有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海宝山公司街道地址,负责人是戴新坡。
主要经营鑫歆杰质量检验检测(上海)有限公司是一家专业钢结构检验检测的第三方服务机构,拥有国家认可资质证书、教授级检测工程师和**的仪器设备。专为**机构、设计、施工等单位提供正确公正的科学依据。主营:房屋安全。
这里最专业,这里最优惠,这里生活服务最齐全,我们的服务有:商务服务 咨询服务 !欢迎前来合作!
本页链接:http://www.cg160.cn/vgy-99084433.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 定时录播 达州微课助手社群转播 哈萨克斯坦防火设备EAC认证办理流程 可协助办理 有哪些要求 美国OTC注册申请 崇左FDA OTC认证申请多久 咸宁曲臂移动升降机出租多少钱 服务贴心 钢结构GOST认证申请条件 经验丰富 速度快 沙井公司注销价格 龙岗税务锁机注销多久办好 合肥哈萨克斯坦润滑油CUTR认证申请流程 欢迎来电详谈 转播语音软件 白俄罗斯锅炉CUTR认证需要多长时间 宜宾色品坐标报价 菏泽工业氧纯度检测 气体检测实验室 量大从优 程序 美国OTC注册申请 阜阳FDA OTC认证申请代理
- 相关文章
- 房屋检测部门 湖南钢结构房屋安全检测 检测注意事项房屋测量部门 云南钢结构建筑安全检测 检测鉴定报告样本高速公路广告牌风险评估 湖南户外广告牌检测单位 免费上门勘测厂房使用性安全鉴定 河北房屋安全鉴定平台 多年专注房屋检验部门 海南钢结构厂房安全评估 检测报告商场广告牌整治改善 黑龙江户外广告牌评估单位 免费解决检测方案山西房屋安全质量检查单位 危房健康诊断安全检测 团队经验丰富黑龙江房屋安全质量检查单位 自有房健康诊断安全检查 定制施工团队福建房屋安全质量检查第三方 自建房风险评估安全检测 定制施工团队贵州房屋安全排查第三方 旧房翻建自然灾害安全排查 团队经验丰富商场广告牌安全评估 山西户外广告牌检测部门 检测步骤流程吉林钢结构房屋安全鉴定 房屋测量机构 检测检验的目的
鑫歆杰质量检测(上海)有限公司,是一家从事多年检测业务的机构,房屋营业范围包含;房屋安全检测、房屋质量检测、厂房检测、户外广告牌检测、玻璃幕墙检测、钢结构检测等,公司拥有一级注册带领的检测技术团队。
- 我要给“房屋评估第三方 湖南钢结构建筑安全检测 检测流程”留言
- 更多产品









相关分类






