
- 产品描述
自动焊接机都有哪些种类?
一般有平焊法兰自动焊机(单机头)、分体式管道自动焊机、分体式(厚壁型)管道自动焊机、悬臂式(卡盘型)管道自动焊机、悬臂式(链条型)管道自动焊机、龙门式(龙门移动)管道自动焊机、夹钳式管道自动焊机等等。
那么管道自动焊机哪个牌子好?
管道自动焊机不能单纯的说哪个好,哪个不好,我认为,在选择管道自动焊机时有以下几个因素需要去做考量:
一、管道自动焊机质量(包括生产厂家的制造能力,品质管控等等)
二、管道自动焊机一次性合格率(一次性合格率越高越好)
三、管道自动焊机的价格(不单纯比谁的价格较低,反而是产品实际解决问题的能力)
四、线下的售后服务 (服务及时、周到)
自动焊接机械人选择焊丝的要求
在电子、计算机、数控及机器人等技术的大力推动,自动焊接机械人在很多领域中都得到了普及和应用,并得到了不错的反响。焊接过程中**的就是焊丝,自动焊接机械人对焊丝又会有什么要求呢?
为了达到理想的焊接质量,自动焊接机械人要选择适合的焊丝,同时需要在程序中调节焊丝与工件的角度,以及将机械人手臂调节到适合的姿势。
在开始焊接之前,自动焊接机械人根据需要选用桶装或盘装焊丝。为了减少更换焊丝的频率,建议还是直接选用桶装焊丝。但由于采用桶装焊丝所需的送丝软管很长,阻力大,所以对焊丝的挺度等质量要求较高。
同时尽量避免选择镀铜质量稍差的焊丝,不然的话焊丝表面的镀铜就容易因摩擦脱落,从而造成导管内容积减小,高速送丝时阻力加大,焊丝不能平滑送出,产生抖动,使电弧不稳,影响焊缝质量。
焊接工艺 可选以下任意一种焊接工艺或多种焊接工艺进行组合焊接: □ 氩弧焊(TIG/热丝TIG) □ 热丝氩弧焊(热丝TIG,熔敷效率是普通氩弧焊的2倍以上,线速度可达300mm/min) □ 气保焊(MAG/MIG) □ 埋弧焊(SAW) □ 氩弧+气保(TIG/热丝TIG+GMAW) □ 氩弧+埋弧(TIG/热丝TIG+SAW) □ 气保+埋弧(GMAW+SAW) □ 氩弧+气保+埋弧(TIG/热丝TIG+GMAW+SAW) □ 其他
焊接质量: 对接焊缝打底焊接可实现单面焊双面成型及焊缝余高控制; 对接焊缝满足射线检测或超声波检测,Ⅰ级或Ⅱ级焊缝合格率98%以上; 满足冲击、拉伸、弯曲等力学性能检验要求 角焊满足焊角高度及承压试验要求。
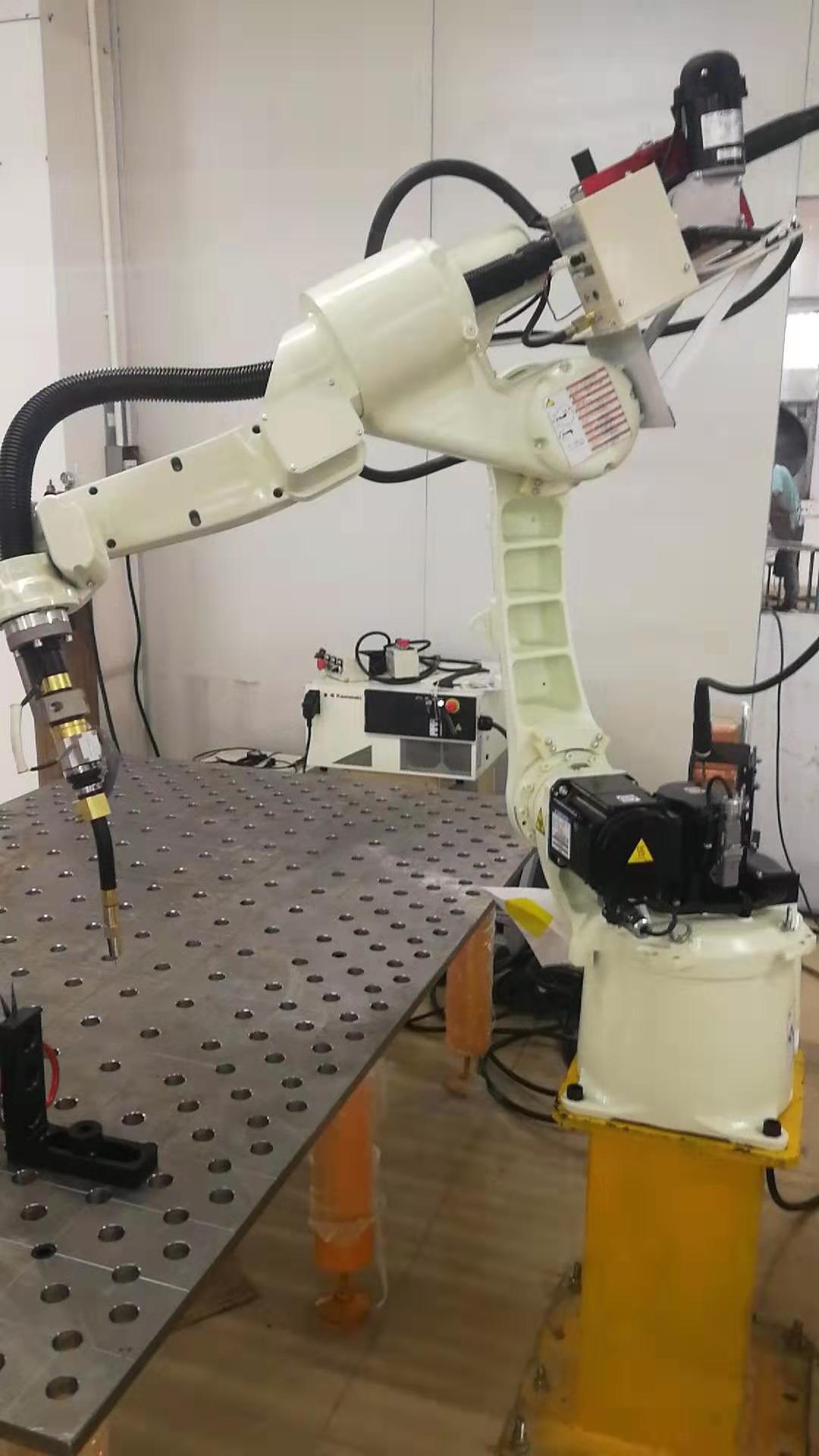
自动焊接的主要优点如下: (1)稳定的焊接质量,提高焊接的均匀性; (2)有效提高生产效率,可持续工作; (3)很大程度上改善工人工作环境,可在危险环境下工作; (4)降低对工人手工操作的技术要求; (5)实现批量生产; (6)可实现高精度焊接;
故障现象 LINCOLN 自动焊机无输出
可能的故障部位集中到驱动变压器的小电路板,观察上面有 4 个芯片,运算放大器LM2904 LM224 比较器 LM2901 和 PWM 信号发生器 MC33023,这些芯片都共用单电源。因为绝缘漆很厚,不便拆下,所以直接用维修电源加入电压测试小板。根据数据手册,MC33023 的供电电压需 9.2V 以上,将维修电源电压调节至 10.5V,接入小板芯片电源端,分别在线检测每一个芯片。运算放大器可以通电检测同向输入端和反向输入端电压是否相等,相等则认为放大器工作正常,不相等再测试输出电压是否符合比较器的特点。比较器根据输入电压判断输出电压高低,看是否符合逻辑,即:同向电压>反向电压输出高电平,同向电压<反向电压,输出低电平。经万用表电压检测,运算放大器都正常。MC33023 可以通过检测关键管脚波形看是否正常。检测维修 经更换确认是 IGBT 驱动板问题,检测 IGBT 驱动管及前级变压器信号耦合部分,并无短路等异常现象


我公司位于深圳市公明,于2005年成立,拥有3台汽车配送。仓库面积1500平方,我们专业批发各种焊接设备,焊接材料,各种劳保用品。我们有3名修理工程师,专业修理各种焊接设备,出租一切焊接切割设备,欢迎大家联系、、我的焊机Q,上面有焊接视频
欢迎来到深圳市欣东港贸易有限公司网站,我公司位于经济发达,交通发达,人口密集的中国经济中心城市—深圳。 具体地址是广东深圳公司街道地址,负责人是邢浩。
主要经营自动焊机。
欢迎关注本公司,本公司专业经营焊接切割 焊接设备 等产品,拥有经典的技术和一流的服务!
本页链接:http://www.cg160.cn/vgy-98527381.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于深圳市欣东港贸易有限公司
商铺首页 |
更多产品 |
联系方式
我公司位于深圳市公明,于2005年成立,拥有3台汽车配送。仓库面积1500平方,我们专业批发各种焊接设备,焊接材料,各种劳保用品。我们有3名修理工程师,专业修理各种焊接设备,出租一切焊接切割设备,欢迎大家联系、、我的焊机Q,上面有焊接视频
- 我要给“江门自动化焊接机出售 自动化焊接设备”留言
- 更多产品


















