- 产品描述
外观造型设计的设备钣金外壳也可以叫做钣金外壳五金制品,根据加工方式不同常分为冷加工及热加工类,不同种类的五金成型方法也不一样,冷加工类如钣金类材料,主要是通过模具冷冲压、折弯、拉深等工艺成型。热加工类如铸造类零件,苏州飓驰工业设计公司主要通过将五金原材料熔化成液态用模具铸造而成。一般认为,凡是厚度均匀的片材类金属材料统称钣金。常用的钣金材料有不锈钢、镀锌钢板、马口铁、铜、铝、铁等。❶产品厚度均匀的原则钣金就是厚度均匀的材料,在结构设计时应该要注意,尤其是在折弯比较多的地方,很容易造成厚度不均匀。❷易于展平的原则钣金件产品是由片材加工而成的,在没有加工之前,原材料是平整的,所以,在设计钣金件时,所有折弯及斜面都要能展开在同一个平面上,相互之间不能有干涉。例如,图1-1所示的钣金件设计不合格,原因就是展开后相互干涉。❸适当地选用板金件厚度原则钣金件厚度从〜,昆山钣金设备外观设计要求,但厚度越大越难加工,就越需要大的加工设备,不良率也随之增加。厚度应根据产品实际的功能来选择,在满足强度及功能的前提下,昆山钣金设备外观设计要求,越薄越好,对于大部分产品,昆山钣金设备外观设计要求,钣金件厚度应控制在。 钣金零件的外观设计与处理是钣金加工过程中重要的一部分,因为它具有防止零件生锈、美化产品外观的作用。昆山钣金设备外观设计要求
折弯半径钣金件在折弯时内部的R角比较好大于等于1/2的料厚。由于若不做R角,在多次的冲压之后其直角会渐渐消失而自然形成R角。在此之后在此R角的单边或两侧,其长度会有些许的变长。折弯高度折弯高度高度比较好要大于3mm。(t:)否则因夹持尺寸太少尺寸会不稳定。冲孔与模具尺寸钣金件在下料冲孔时,其被切削断面靠近公模冲头的1/3~2/5是平整的切削面,而靠近母模3/5~2/3的则是斜的扯断面。故模具制作或检测尺寸时孔径的大小是以冲头为准。下料时工件的外尺寸是以母模内尺寸为准。转角R角在钣金件的板边转角处,若无特别的要求为90度角,请务必处理为适当的R角。因为在钣金件边缘的直角容易造成尖锐点而割伤工作人员。在母模方面直角的**容易因应力集中而产生龟裂。公模在**处易崩裂,使得模具必须修模而耽误量产。即使没崩裂久而久之也因磨耗而形成R角,使产品产生毛边而造成不良品。相城区钣金设备外观设计销售钣金车间中激光打孔一般选用的是脉冲激光,能量密度较高,特别适用于加工具有必定视点和资料较薄的小孔;
EMI弹片材料一般我们在做防制EMI弹片时常采用的材料有:马口铁,皱铜,不锈钢等。1、马口铁表面镀锡(Tin),经手触摸后留下的手汗容易造成生锈。其切削加工后切削面不再做处理亦容易生锈。容易冲压成型,费用比较低。但弹性差。因含碳量低,即使做热处理也无法增加其弹力。2、钛铜导电性比较好,材料费也贵。但容易断裂,有结构方向性的问题。生产时必须注材料的方向性。必要时可做弹性定性的处理,可增加其弹力。3、不锈钢目前使用的较多。不生锈,不容易断裂,但冲压成型不易。模具容易磨耗使成品易产生毛边。要弹性佳就必须做弹性定性的处理。否则压过头就回复不来。若想CostDown不做弹性定性的处理,比较好在适当地方做一个Stopper避免弹片被压过头无法回弹而失去意义。4、一般钣金件在折弯后于折角的两侧由于挤料的关系会有金属料凸出。造成宽度比原尺寸大,其凸出大小与使用料厚有关,料越厚凸出点越大。为避免此现象发生,可事前在折弯在线两侧先做个半圆,半圆直径比较好为料厚的。边料返折设计时,同样方式处理。
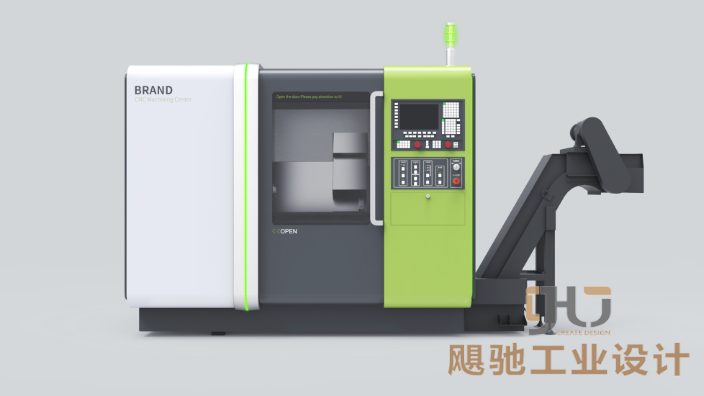
钣金件的设计除了要考虑功能要求外,还得考虑工艺要求、装配要求、成本要求。与铸、锻件相比,钣金件所做成的产品有较高的强度、较轻的结构重量;加工简便,所用的设备简单;外形平整,加工余量少,可减轻重量,缩短生产周期,降低成本。苏州飓驰工业设计公司在针对钣金设备的外观造型设计时,功能要求主要是满足系统的结构要求、强度要求、屏蔽要求、接地导电性能等。系统的结构是一个系统的硬件、PCB板、线材、电源等空间放置的位置、形式、连接装配方式等。设备钣金的外观设计由于其良好的强度、钢度、加工性、导电性,通常是用来负责支承起系统中大部分的硬件、PCB板、线材、电源等。硬件的放置形式多种多样,其要求也会有所不同。机械强度是钣金件设计中比较重要的一环。因为系统中大部分的重量靠钣金件来支承,钣金件的机械强度出现问题,系统中整个强度就会出问题。医疗仪器外观造型一般需要做震动测试,跌落实验,碰撞实验,冲击实验等,有的机器甚至要求强度做到能承受100g的冲击,这就需要足够的机械强度和钢度。大型钣金设备、电机箱、各种控制箱等都是通过产品设计把钣金进行外观造型设计出来后再加工来完成的。
大型设备外壳的钣金件在折弯工艺的流程:1审清图样,看折弯件展开尺寸是否正确,折弯尺寸是否合适。2根据折弯板料的厚度和角度选择合适的模具,锁紧。3为方便控制折弯长度,需要安装靠板。4根据图纸给定的尺寸通过控制柜录入数据5安装好折弯板料,测量板料在折弯机上的距离,验算录入的数据是否正确。6通过脚踏板控制刀具的运动。7测量***件工件尺寸是否符合要求,符合就直接加工剩下的代加工板料,不符合则需要调整控制柜的数据。飓驰外观造型设计工程师在图纸设计时,折弯要注意的问题:1.折弯要考虑折弯回弹和折弯拉伸,通过折弯系数来计算来设定数据;2.在设计的时候需要考虑不同板厚的折弯角度和折弯长度,折弯长度是否能加工出来;3.能折弯的工件就不要焊接;4.折不了大的半圆可以折两个四分之一圆来焊接在一起;5.折弯模具为长方体,在四个长的矩形面上是不同尺寸的折弯模具。当需要使用另一个尺寸的模具时,解锁,翻转,锁紧;6.对于一些精度要求不高的折弯件,比如多次折弯得到圆,工人师傅一般不画线,凭经验控制折弯距离;7.设计将板料折弯成U形,底部长度必须大于两边的长度;8.数控板料折弯机PPTK165/30。钣金外观设计在达到产品功能的情况下,应确定冲压工序、冲压磨具制造、钣金冲压质量高、规范稳定等。江苏项目钣金设备外观设计
钣金造型设计成形工厂都是采用折弯机,这类设备投资小,一般成形都可以加工,不足之处就是需要人工操作;昆山钣金设备外观设计要求
利用CAD软件建立零件几何模型,输出为IGES格式的文件,导入到软件中进行有限元网格的划分。目前,计算机软件发展迅速,在仿真分析中有很多可选的单元,选择合适的单元有利于进行钣料的数据模拟分析。苏州飓驰工业设计公司在钣金设计方面,从四节点四边形薄壳单元是研究中常用的一种单元,主要包括Hughes-Liu(简称HL)壳单元和Belytschko-Tsay(简称BT)壳单元两种。其中,HL壳单元计算量大,实际算出的数据相比较而言较加准确,但是在求解大型复杂的钣料成型问题时需要较长的计算时间,不满足研究冲压成型工艺的条件。讨论的钣金件设计相对并不复杂,因此虽然HL壳单元的计算比较准确,但仍选择计算较快的BT壳单元。有限元法是根据变分原理通过工程分析软件来求解数学物理问题的数值分析方法,为了较加真实、可靠、准确地对所设计的钣金件建立有限元分析模型,首先要进行合适的网格划分,网格划分的形式和质量会直接影响到有限元分析的计算速度和计算精度。 昆山钣金设备外观设计要求
苏州飓驰工业设计有限公司致力于商务服务,是一家服务型公司。公司业务分为工业设计,外观设计,产品设计,3D打印CNC手板模型等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于商务服务行业的发展。苏州飓驰工业设计立足于全国市场,依托强大的研发实力,融合*的技术理念,及时响应客户的需求。

苏州飓驰工业设计有限公司是创恩智能持股的子公司注册于2021年,专业从事产品工业设计、结构设计、手板模型制作; 创始人用16年的产品设计经验打造了具有品牌影响力的工业设计公司,全程一站式跟踪设计服务,配合产品顺利开模组装投产; 公司有多名8年以上丰富工作经验的设计工程师一直致力于新产品的创新设计、开发、建模,产品的改款升级及技术提升。 产品设计开发过程中,曲面设计采用汽车行业的达索CATIA,结构设计用参数化较强的CREO,正逆向软件Geomagic、Imageware,模具行业的UG等。 以良好服务品质、专业的技术服务实力,为客户提供较好的设计服务,致力于品牌的创新,提升商业**。 公司以优良技术为基础,高素质人才为骨干,值得信赖的服务为宗旨,公司坚持“用户至上,务实创新,诚信共赢”的经营理念,不断强化综合管理。提升企业形象,优化产品质量。
欢迎来到苏州飓驰工业设计有限公司网站,我公司位于园林景观其独特,拥有 “中国园林之城”美称的苏州市。 具体地址是江苏苏州吴江区公司街道地址,负责人是王喜栋。
主要经营工业设计|外观设计|产品设计|3D打印CNC手板模型。
单位注册资金:人民币 30 万元 - 50 万元。
你有什么需要?我们都可以帮你一一解决!我们公司主要的特色服务是:工业设计|外观设计|产品设计|3D打印CNC手板模型等,“诚信”是我们立足之本,“创新”是我们生存之源,“便捷”是我们努力的方向,用户的满意是我们最大的收益、用户的信赖是我们最大的成果。
本页链接:http://www.cg160.cn/vgy-97625342.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 金昌测漏水 科探管道工程 快速上门 语音转发 朝阳AI智能多群转发 哈萨克斯坦焊接材料EAC认证需要多长时间 抗拉试验 出具检测报告 内江大量程拉力检测型号 东莞常平工商注册哪家服务好 俄罗斯压力设备CUTR认证申请条件 提供一站式服务 西安碑林区求购大通房车怎么租 总有一款适合你 安全绳拉力检测 就近安排检测 绵阳大量程拉力检测电话 横沥本镇区注册商标哪个好 酒泉市政管道工程电话 科探管道工程 经验丰富 深圳南山公司股权激励找深圳盛莱 需要什么条件 录制转播 晋中多群直播
- 相关文章
- 徐州钣金设备外观设计定制 欢迎咨询 苏州飓驰工业设计供应吴中区多久钣金设备外观设计 服务至上 苏州飓驰工业设计供应无锡cnc钣金设备外观设计 诚信为本 苏州飓驰工业设计供应盐城钣金设备外观设计电话多少 创新服务 苏州飓驰工业设计供应淮安钣金设备外观设计商家 欢迎咨询 苏州飓驰工业设计供应徐州钣金设备外观设计诚信合作 服务至上 苏州飓驰工业设计供应宿迁钣金设备外观设计要求 创新服务 苏州飓驰工业设计供应淮安钣金设备外观设计是什么 创新服务 苏州飓驰工业设计供应连云港钣金设备外观设计联系方式 信息推荐 苏州飓驰工业设计供应镇江钣金设备外观设计供应商家 值得信赖 苏州飓驰工业设计供应盐城企业钣金设备外观设计 推荐咨询 苏州飓驰工业设计供应工业园区钣金设备外观设计联系人 创新服务 苏州飓驰工业设计供应
- 我要给“昆山钣金设备外观设计要求 服务为先 苏州飓驰工业设计供应”留言
- 更多产品

苏州制氮设备厂家推荐 欢迎来电 苏州恒大净化设备供应

济南正规360推广包括什么 欢迎咨询 山东宸星信息供应

江西新款除雪铲厂家推荐 来电咨询 徐州斧山机械供应

淄博给药器具相容性研究中心 淄博生物医药研究院供应

广州透过率光度球优点 广州瑞科光电科技供应

徐州移动式煤泥泵定制 服务为先 徐州三原环境工程供应

上海谜泉瓶装饮用水服务热线 贴心服务 济南谜泉健康产业供应

兰州道路亮化厂家哪家好 推荐咨询 蓝图数码模型设计供应

徐州新款煤泥泵装置 欢迎咨询 徐州三原环境工程供应

雅安附近哪里有中央净水供应商 诚信经营 四川旭佳机电工程供应

福建U型不锈钢弯管型号 温州帆迪钢业供应