- 产品描述
国家智能制造标准化协调推进组、总体组和咨询组在2020年4月完成了换届工作。作为冶金标准领域的“国家队”,我院及我院承担秘书处工作的全国钢标准化技术会(SAC/TC183)成为总体组成员单位,我作为咨询组参与到国家智能制造标准体系建设的具体工作中。
总体组和咨询组组织体系完备、有力、性强,很好的统领了我国智能制造标准化推进工作,对加快中国制造2025,推动智能制造在相关产业落地生根发挥了主导作用。冶金工业信息标准研究院作为其中一员,努力发挥组织者和团队的作用,和全行业、企业、、智能制造供应商一起,积极推进钢铁行业智能制造标准化工作。
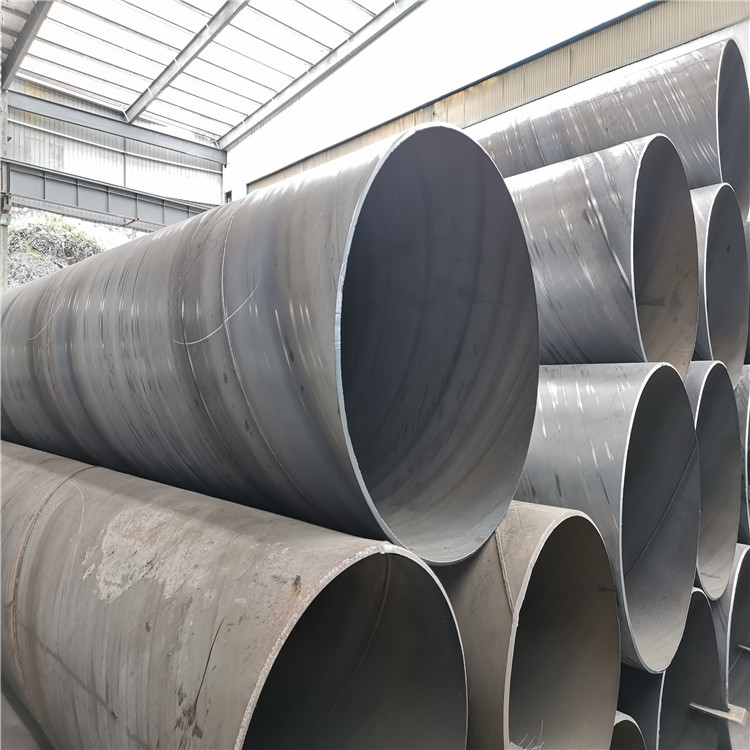
螺旋焊管的现场可焊性:现场的可焊性主要是由钢管的材质和端口配合尺寸公差决定的。考虑到钢管安装施工的要求,钢管加工生产的连续性的和外形几何尺寸的一致性尤为重要。螺旋焊管的生产是基本上在同一工况条件下稳定的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序过程。这是螺旋焊管生产区别于直缝焊管生产的重要特征。稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。
一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对螺旋焊管堆码环境造成污染。
合理使用手段对生锈管件进行清理时保证管件长时间的服务于生产,创造更多的生产效益。
螺旋焊管的概述内容:工业电视内检设备:检验内焊焊缝外观质量。磁粉探伤仪:检验大口径钢管近表缺陷。超声波自动连续探伤仪:检验螺旋钢管全长焊缝的横向和纵向缺陷。超声波手动探伤仪:对大口径钢管缺陷的复检、补焊焊缝的检验及水压后焊缝质量。X射线自动探伤机及工业电视显像设备:检验螺旋钢管全长焊缝的内部质量,灵敏度不**4%。X射线拍片设备:对原始焊缝及补焊焊缝进行检验,灵敏度不**2%。2200吨水压机及微机自动记录系统:检验每根大口径钢管的承压质量。
螺旋焊管的焊接工艺:从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
贵州金弘承贸易有限公司位于贵阳市南明区富源南路435号东方现代钢材市场。批发销售镀锌管、镀锌方管、螺旋钢管、无缝钢管、焊管、角钢、槽钢、工字钢、H型钢等优质钢材。公司成立以来在行业中秉承着良好的信誉,依托市场,服务业主,资源共享,厂家直销的发展模式,以“诚信、共、责任、安全、拼搏、服务”的企业理念,坚持以市场为导向,准确的执行运作,建立以价格、质量、服务为的原则,为客户提供高效安心的一站式合作平台。 公司已同全国各大生产企业建立了稳定及巩固的供货关系,并与**之间建立了良好稳定的合作关系。 贵州金弘承贸易有限公司将在未来的发展过程中始终坚持“以质量求生存。以信誉求发展”的经营宗旨,热忱希望和新老客户进行交流与合作。以市场为导向,以创新为动力,以创新求实的开拓精神,同广大新老客户一起创造企业较好的明天。
欢迎来到贵州金弘承贸易有限公司网站,我公司位于风光旖旎,山中有城,城中有山,绿带环绕,森林围城,城在林中,林在城中”的具有高原特色的现代化都市—贵阳市。 具体地址是贵州贵阳花溪区公司街道地址,负责人是李经理。
主要经营槽钢。
我们公司主要供应建材 金属建材 钢管 等,公司郑重承诺:以最好的质量,最低的价格,最完善的后服,来答谢新老客户,所以选择我们,就等于选择财富!
本页链接:http://www.cg160.cn/vgy-95580667.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于贵州金弘承贸易有限公司
商铺首页 |
更多产品 |
联系方式
贵州金弘承贸易有限公司位于贵阳市南明区富源南路435号东方现代钢材市场。批发销售镀锌管、镀锌方管、螺旋钢管、无缝钢管、焊管、角钢、槽钢、工字钢、H型钢等优质钢材。公司成立以来在行业中秉承着良好的信誉,依托市场,服务业主,资源共享,厂家直销的发展模式,以“诚信、共、责任、安全、拼搏、服务”的企业理念,坚..
- 我要给“兴义螺旋钢管批发_920mm_型号齐全_货到付款”留言
- 更多产品


















