- 产品描述
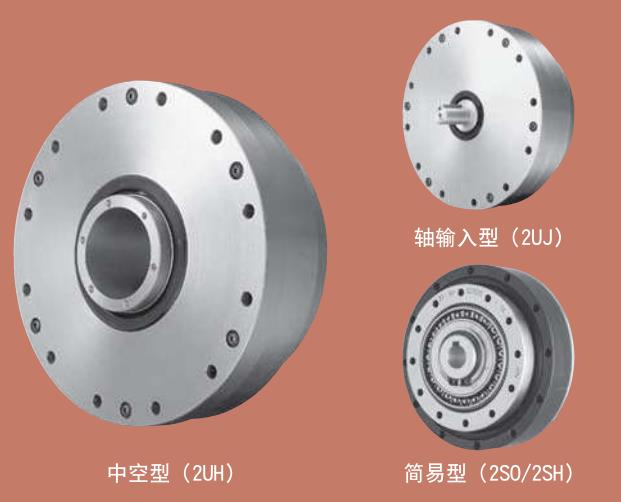
自营 供货周期 一个月以上 谐波传动是利用一个构建的可控制哈默纳科的弹性变形来实现机械运动的传递。谐波传动通常由三个基本构件组成,包括一个有内齿的刚轮,一个工作时可产生径向弹性变形并带有外齿的柔轮和一个装在柔轮内部日本HD谐波减速机SHF系列SHF-32-100-2UH传动件波、呈椭圆形、外圈带有柔性滚动轴承的波发生器。柔轮的外齿数少于刚轮的内齿数。在波发生器转动时,相应与长轴方向的柔轮外齿正好完全啮入刚轮的内齿(2)影响磨削的因素:
①磨削用量:
磨削深度。,当磨削深度增加时,无论是工件表面温度,还是表层下不同深度的温度,都随之升高,会加重,故磨削深度不能选得太大。
工件纵向进给量越大,日本HD谐波减速机SHF系列SHF-32-100-2UH磨削区表面温度越低,磨削越轻。其原因是九的增加
使砂轮与工件的表面接触时间相对减少,因而热的作用时间减少,散热条件得到改善。为了弥补纵向进给量增大而日本HD谐波减速机SHF系列SHF-32-100-2UH导致表面粗糙的缺陷,可采用较宽的砂轮。
工件速度增大工件速度时,磨削区温度会上升,但因为工件速度增大,虽使发热量增大,但热的作用时间却减少了日本HD谐波减速机SHF系列SHF-32-100-2UH。因此,为了减少而同时又能保持高的生产率,在选择磨削用量时,应选择较大的工件线速度和较小的磨削深度,同时为了弥补工件速度.增大而导致表面粗糙的缺陷,一般还应提高砂轮转速。
②工件材料:
工件材料对磨削区温度的影响主要取决于它的硬度、强度、韧性和导热系数。
硬度愈高,磨削热量愈多;但材料过软,日本HD谐波减速机SHF系列SHF-32-100-2UH易于堵塞砂轮,反而使加工表面温度急剧上升。工件强度愈高,磨削时消耗的功率愈多,发热量也愈多;工件韧性愈大,磨削力愈大,发热愈多
上海浜田实业有限公司致力于传动控制行业。面向工业机器人、半导体、机床、船舶、点胶、印刷、精密电子设备等行业中的运动控制技术。 上海浜田实业有限公司为日本哈默纳科(HarmonicDrive简称HD)中国地区定代理商,日本HDSI公司是整体运动控制的企业,其生产的HarmonicDrive谐波减速机,具有轻量、小型、传动**、减速范围广、精度高等特点,被广泛应用于各种传动系统中。 完善的技术,完善的售后,让您的选择无后顾之忧,欢迎您的来电洽谈!
欢迎来到上海浜田实业有限公司网站,我公司位于历史文化悠久,近代城市文化底蕴深厚,历史古迹众多,有“东方巴黎”美称的上海市。 具体地址是上海嘉定公司街道地址,负责人是张俊杰。
主要经营相关产品。
本页链接:http://www.cg160.cn/vgy-95024601.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 辽宁大直径集电环安装 库存充足 F745X遥控浮球阀价格_低阻双级减压阀_阀门厂家-大促中 张家界无人智能货柜 酒店智能货柜公司 黄石三棱套电话 矿山爆破孔开凿 促进生产服务工作 淄博流水线设备 二轮助力车流水线 可以实现产品的平稳输送 菏泽自动化厂家 抽屉线流水线 多路换向阀 长春手动换向阀 销售 乌鲁木齐304不锈钢防爆风机批发 性能完善 成都304不锈钢防爆风机厂家 性能完善 防水导电滑环型号 胜途电子 性能稳定 可承载力强 保定组装流水线 框架断路器流水线 永动电机 银川背包风机定制
- 相关文章
- 哈默纳科谐波减速机SHG-65-80-2A-GR 欢迎选购日本HD谐波减速机SHG-58-80-2A-GR 免费咨询日本谐波减速器SHG-25-80-2A-GR 免费咨询进口谐波减速机SHF-20-80-2UH 货源充足半导体应用HD减速机SHD-40-50-2UH 欢迎选购机械手应用HD减速机SHD-14-50-2UH 货源充足日本HD减速机SHF-20-50-2UH 量大从优日本谐波减速器CSF-20-80-2A-GR 货源充足哈默纳科DD马达CSG-17-100-2UH 欢迎选购哈默纳科谐波减速机CSF-45-80-2A-GR 货源充足数控磨床用减速机SHG-40-50-2UH 货源充足机器人谐波减速机SHG-40-50-2A-GR 货源充足
关于上海浜田实业有限公司
商铺首页 |
更多产品 |
联系方式
上海浜田实业有限公司致力于传动控制行业。面向工业机器人、半导体、机床、船舶、点胶、印刷、精密电子设备等行业中的运动控制技术。 上海浜田实业有限公司为日本哈默纳科(HarmonicDrive简称HD)中国地区定代理商,日本HDSI公司是整体运动控制的企业,其生产的HarmonicDrive谐波减速机,具有轻量、小型、传动**、减速范围..
- 我要给“日本HD谐波减速机SHF系列”留言
- 更多产品