- 产品描述
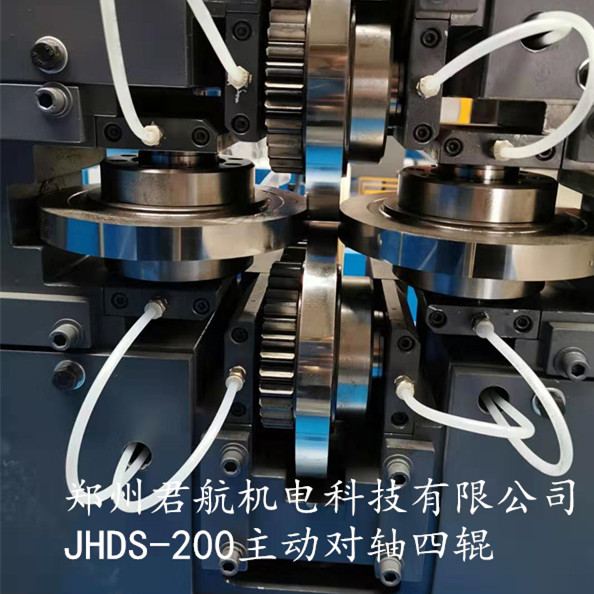
2001年公司开发的高强度合金钢线轧制设备所生产的活塞环丝联轧机轧制精度达到±0.002mm,直线度达到每米0.2mm,处于国内良好。
精密轧制工艺包括模具制作、棒料加热、精轧成型、精整矫直等工序。与现有的楔横轧粗轧技术相比,节材率提高10%以上,零件的综合机械性能提高5%以上。精密轧制轧出的成品,其公差带比**标准的高精度公差小1/2左右,轧出的棒材、线材, 不需经过拉拔或切削,就可以直接进行磨削加工由于工序的省略,成材率提高, 从而降低成本因此, 精密轧制钢材的有求量逐年, 尤其对一些合金钢, 其原料成本高, 精密轧制就较具有其意义。
轧辊轴承的作业环境
轧辊轴承是用来支撑轧辊的,与一般用途的轴承相比较,轧辊轴承有以下:
承受很高的单位压力
因为轴承座外形尺度受到限制,不能大于辊身小直径,且辊颈长度又较短,所以轴承上单位载荷大。一般轧辊轴承的单位压力可高达2000-4800Mpa,为一般轴承的2-5倍,而且pv值(单位压力和线速度的乘积)是一般轴承的3-20倍。
作业速度差别大
不同的轧机有不同的作业速度要求,其速度差别还是很大的,例如,现代化的六机架冷铸连轧机出口速度已达42m/s,高速线材轧机出口速度达到100m/s,而有的低速轧机速度只有0.2m/s。显然,不同速度的轧机应采用不同类型的轴承。
作业条件恶劣
热轧时轧辊要经水冷却,有些脏污水、氧化铁屑等易于浸入轴承。冷轧机选用工艺光滑剂(乳化液等)来光滑冷却轧辊与轧件的材质、其光滑剂是不能与轴承乳化液相混合的。这样就对轴承的密封提出较高的要求。
因此,对轧辊轴承的要求是较大的承载能力、冲击系数小、耐冲击力,并在不同速度下作业;在结构上,要求径向尺度应尽可能小(以便选用较大的辊颈直径),有优异的光滑和冷却条件。必要时,需从轧机上拆下轧辊轴承进行检测并养护,从而得到化的轧辊轴承使用寿命。轴承维护与保养的频率应视轧机工作情况而调整,首要是根据作业状况而定。一般的维护频率为满负荷轴承工作每隔三个月实施检查一次,大多数轧机每隔六个月维护一次,轻负荷的工作轧机每隔十二个月维护一次。
轧辊轴承在初期工作1000h后应予以分别查看。在维护过程中需完全清洗轴承,同时查看油封是否完好,如果失效,就应完全替换油封,假如没有发现反常,可延伸*2次查看时间,例如,每工作2000h后或较长时间,从轧机上拆下轴承和轴承座等组件,查看工作状况,并记载每次轴承在轧机的方位及承载区。
轧机四列圆柱滚子轴承重要性及安装使用注意事项:
①将轧机用四列圆柱滚子轴承与一般滚动轴承一视同仁,没有分外的申请办理方法。
②随便切削滚动轴承内其他用户群体圆,毁坏轴承游隙。
③滚动轴承机器设备粗鲁粗狂、歪拉斜拽、粗鲁撬砸。
④光洁不标准,分外是有关稀油光洁方式,过光洁不容乐观。
⑤与轧辊、带座轴承随便匹配应用,侧隙精密度降低。
⑥滚动轴承保养不及时,应用方法不可当。
⑦新机器设备滚动轴承没有的匹配方案及侧隙标准。
⑧滚动轴承进厂检查、检查不合理。
⑨机器设备**重不容乐观,滚动轴承寿限降。
轧机运行中加湿部件的总体设计:
目前,在高低压电机轧机系统软件的运行中,经常出现异常情况,这将对机械设备的安全运行构成安全隐患。关键是要抓住高低压进气系统失效的原因,规划柴油机进气系统的整体技术系统软件较新改造,根据应用规定、存在的问题和需要,减少停机时间和各项性能指标明确了进气系统滚压机及设备在生产加工中的关键驱动力,探讨了该机及设备薄弱环节的处理方法。
根据主柴油机总体设计的掌握和多功能特点,提出了主柴油机平稳运行的首要条件,并制定了相应的对策,以提高该机设备提升系统软件的运行特性。滚动轴承支承力是危及冷轧可靠性的关键参数。掌握分级动作和支护力调整标准。厚板的变形是针对声卡机架的,随着中间支撑指标的逐步提高,轧机的可靠性明显提高,轧机系统软件安全事故的发生频率明显降低。
了解了可逆式主电机失效的原因,结合电机滑环常见故障的解决情况,明确提出了转换精度的测量方法,改进了锚杆和原材料的使用方法,提高了集电环生产加工的精度。在集电环安装的整个过程中,改进后的模块在相同的旋转功率标准下,按照相同的基本原理,按轧机的辊距运行良好,建议对各处负荷进行调整,提出了单支承热轧机厚度的控制方法,使后两个辊力相当于辊缝咬合前辊缝中间的动态效应。
通过理论研究的紧密结合,制定并实施了滚动轴承修复方案,**了良好的实际效果。现阶段生产的万向轴可考虑采用大扭矩轧机。现在,掌握了机械设备的特点和条件,较新了不锈钢板生产加工用轧机解决方案系统的软件,由于基本概念和**技术与自动控制系统有关,适合软起动器的选用,整个系统软件较新改造实施过程及相关经济数据,实际应用效果**出了理想规定。
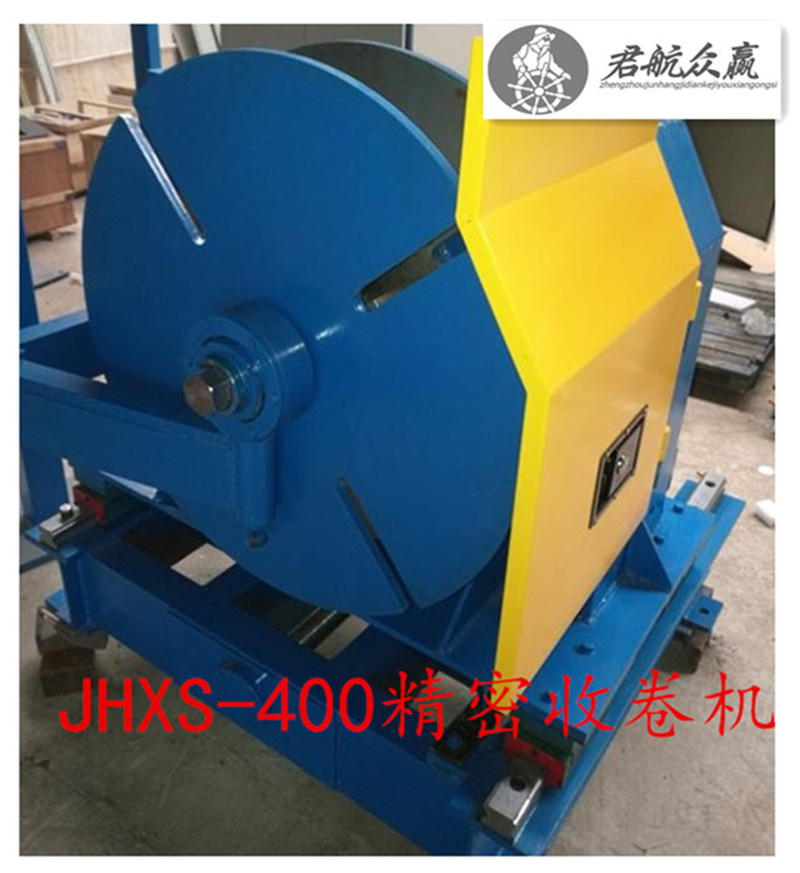
焦作君航机电科技有限公司主要生产:埋弧焊丝放线架、矩形异形线材轧机、不锈钢弹簧钢丝扁丝轧机、精密轧机设备以及线材配件。
焦作君航机电科技有限公司主要生产:线材精密主动四辊轧机、精密两辊轧机、异型线材轧机、辊模双驱牵引拉拔机、校直机、空芯卷精密绕线机、工字轮精密绕线机、H型钢焊丝放线架等非标线材设备以及线材配件。2001年公司开发的高强度合金钢线轧制设备所生产的活塞环丝联轧机轧制精度达到±0.002mm,直线度达到每米0.2mm,处于国内成员之一。公司历经数年努力,不断创新,所研制生产的不锈钢三角丝精密四辊四联轧、矩形弹簧钢丝五联轧、异型线材四联轧、矩型线三联轧+牵引等设备受到国内外客户**。其产品广泛应用汽车、、石油装备、矿产、、电子、等行业的金属线材、带材加工生产。 公司地址:河南省郑州市荥阳市京城路北段荥锦电厂灰渣场处2#厂房
欢迎来到焦作君航机电科技有限公司网站,我公司位于华夏民族早期活动的中心区域之一、中国太极拳发源地—焦作市。 具体地址是河南郑州中原区公司街道地址,负责人是李工。
主要经营焦作君航机电科技有限公司主要生产:埋弧焊丝放线架、矩形异形线材轧机、不锈钢弹簧钢丝扁丝轧机、精密轧机设备以及线材辅助配件。公司历经数年努力,不断创新,所研制生产的不锈钢三角丝**精密四辊四联轧、矩形弹。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-94829784.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于焦作君航机电科技有限公司
商铺首页 |
更多产品 |
联系方式
焦作君航机电科技有限公司主要生产:线材精密主动四辊轧机、精密两辊轧机、异型线材轧机、辊模双驱牵引拉拔机、校直机、空芯卷精密绕线机、工字轮精密绕线机、H型钢焊丝放线架等非标线材设备以及线材配件。2001年公司开发的高强度合金钢线轧制设备所生产的活塞环丝联轧机轧制精度达到±0.002mm,直线度达到每米0.2mm,处于国..
- 我要给“盘锦椭圆丝精密轧机 精密线材压延设备”留言
- 更多产品










相关分类






