- 产品描述
重点推进工作落实,加强统筹协调,基于“统筹规划、分步实施”的原则,在工业和信息化部、国家标准化管理会的统一部署下,在中国钢铁工业协会的下,积极发挥全国钢标准化技术会冶金智能制造标准化工作组的作用,开展钢铁行业智能制造标准体系的建设及规划。充分利用多部门协调、上下游协作机制,凝聚各类标准化资源,扎实构建满足产业发展需求、适用的智能制造标准体系。实施动态较新完善机制,随着智能制造发展和行业认识水平的不断提高,根据智能制造发展的不同阶段,每两年滚动修订《钢铁行业智能制造标准体系建设指南》。
螺旋焊管对输送介质流动特性的影响:输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比。而流体阻力系数既与雷诺数有关,又与管子内壁表面的粗糙度有关。经测定,管子内壁表面的粗糙度所起的影响要比局部隆起的面积(如螺旋形的焊缝或纵长的焊缝、甚至包括内环形焊缝)所起的影响大十倍。
螺旋焊管的焊接工艺:从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
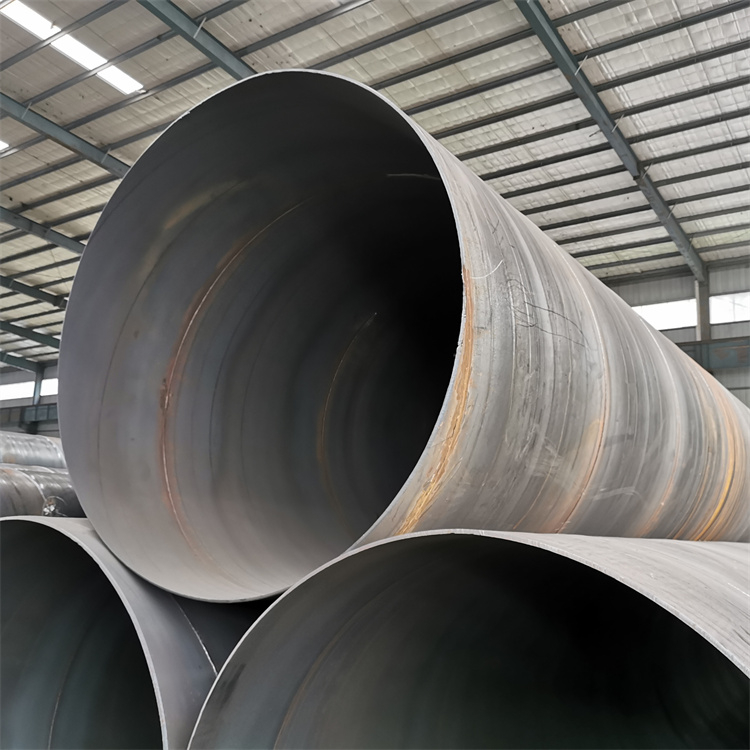
螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。其规格用外径*壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。
螺旋焊管的现场可焊性:现场的可焊性主要是由钢管的材质和端口配合尺寸公差决定的。考虑到钢管安装施工的要求,钢管加工生产的连续性的和外形几何尺寸的一致性尤为重要。螺旋焊管的生产是基本上在同一工况条件下稳定的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序过程。这是螺旋焊管生产区别于直缝焊管生产的重要特征。稳定的生产工况非常便于焊接质量的控制和几何尺寸的保证。由于螺旋焊管管型规整、焊缝均匀分布,相对于直缝焊管,螺旋钢管有非常好的管口椭圆度和端面垂直度,保证了现场钢管焊接组对时的组对精度。
贵州金弘承贸易有限公司位于贵阳市南明区富源南路435号东方现代钢材市场。批发销售镀锌管、镀锌方管、螺旋钢管、无缝钢管、焊管、角钢、槽钢、工字钢、H型钢等优质钢材。公司成立以来在行业中秉承着良好的信誉,依托市场,服务业主,资源共享,厂家直销的发展模式,以“诚信、共、责任、安全、拼搏、服务”的企业理念,坚持以市场为导向,准确的执行运作,建立以价格、质量、服务为的原则,为客户提供*安心的一站式合作平台。 公司已同全国各大生产企业建立了稳定及巩固的供货关系,并与**之间建立了良好稳定的合作关系。 贵州金弘承贸易有限公司将在未来的发展过程中始终坚持“以质量求生存。以信誉求发展”的经营宗旨,热忱希望和新老客户进行交流与合作。以市场为导向,以创新为动力,以创新求实的开拓精神,同广大新老客户一起创造企业较好的明天。
欢迎来到贵州金弘承贸易有限公司网站,我公司位于风光旖旎,山中有城,城中有山,绿带环绕,森林围城,城在林中,林在城中”的具有高原特色的现代化都市—贵阳市。 具体地址是贵州贵阳花溪区公司街道地址,负责人是李经理。
主要经营槽钢。
我们公司主要供应建材 金属建材 钢管 等,公司郑重承诺:以最好的质量,最低的价格,最完善的后服,来答谢新老客户,所以选择我们,就等于选择财富!
本页链接:http://www.cg160.cn/vgy-94537072.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于贵州金弘承贸易有限公司
商铺首页 |
更多产品 |
联系方式
贵州金弘承贸易有限公司位于贵阳市南明区富源南路435号东方现代钢材市场。批发销售镀锌管、镀锌方管、螺旋钢管、无缝钢管、焊管、角钢、槽钢、工字钢、H型钢等优质钢材。公司成立以来在行业中秉承着良好的信誉,依托市场,服务业主,资源共享,厂家直销的发展模式,以“诚信、共、责任、安全、拼搏、服务”的企业理念,坚..
- 我要给“贵阳螺旋钢管销售_377mm_规格齐全”留言
- 更多产品