- 产品描述
江阴市昭瑞钢板有限公司切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等材质。
在钢板上切割不同比例的工件时,先切割小块并切割大块;。切割窄条的切口,在两端留下50mm而不切割。切割长边后,可以使用多个割炬的对称切割方法将其切断。。切直时,要注意每个切割喷嘴的火焰强度应该是常见的,否则很容易弯曲。热切质量控制。在切割过程中,您应始终注意调查影响切割质量的因素,并确保切割的连续性。
工艺参数对气割质量有很大影响。常见的气割表面缺陷与工艺参数之间的关系如下气割外观缺陷及原因分析热切开检查目标气割结束后,应查看钢的切割面。切割表面应无裂纹渣和大于mm的肋条。观察方法是视觉检查。气割完成后,应在切片上标明工程部件号和的团队。钢板数控切削加工产品是机床,工程机械,矿山机械,大中型变压器,大中型电机锅炉,冶金机械,重型制造企业消耗的主要原材料之一。
在切割过程中,采用科学的布局方法。降低钢板消耗,提高企业经济效益具有重要意义。
钢板的硬度比较高,现在很多加工单位所选用的板材也非常厚,
在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。
根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定。
根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等
钢板加工是为了使整块的规格一致的钢板变成不同的形状来适应客户不同的要求,使之可以应用到不同的领域当中。
在选用钢材的时候工作人员需要对这些材料进行除污操作,板材上面的油脂等也需要清理干净。
火焰切割:火焰切割是目前使用广泛的切割技术,主要是利用燃气与氧气混合燃烧产生高温对钢材氧化,溶化,从而达到切割的目的。使用的燃气有天然气、乙炔、丙烷等。乙炔已被国家明令淘汰,天然气、丙烷是新型的燃气技述,需要添加崔化剂,崔化、活化后,以达到切割目的。
钢板数控火焰切割操作规程:
1.检查工作场地是否符合安全要求,割炬、氧气瓶、乙炔瓶(或乙炔发生器及回火防止器)橡胶管、压力表等是否正常,将气割设备按操作规程连接好。
2.切割前,首先将工件垫平,工件下面留出一定的间隙,以利于氧化铁渣的吹除。切割时,为了防止操作者被飞溅的氧化铁渣,必要时可加挡板遮挡。
3.检查风线,方法是点燃火焰并将预热火焰调整适当。然后打开切割氧气阀门,观察切割氧流(即风线)形状,风线应为笔直、清晰的圆柱体并有适当的长度。这样才能使工件切口表面光滑干净,宽窄一致。如果风线不规则,应关闭所有的阀门,用通针或其他工具修整割嘴的内表面,使之光滑。
4.将氧气调节到所需的压力。对于射吸式割炬,应检查割炬是否有射吸能力。检查的方法是首先拔下乙炔进气软管并弯折起来,再打开乙炔阀门和预热氧阀门。这时,将手指放在割炬的乙炔过气管接头上,如果手指感到有抽力并能吸附在乙炔进气管接头上,说明割炬有射吸能力,可以使用;反之,说明割炬不正常,不能使用,应检查修理
火焰割受诸多因素的影响。
“钢的信誉,铁的承诺”诚信、双赢是我们宗旨!

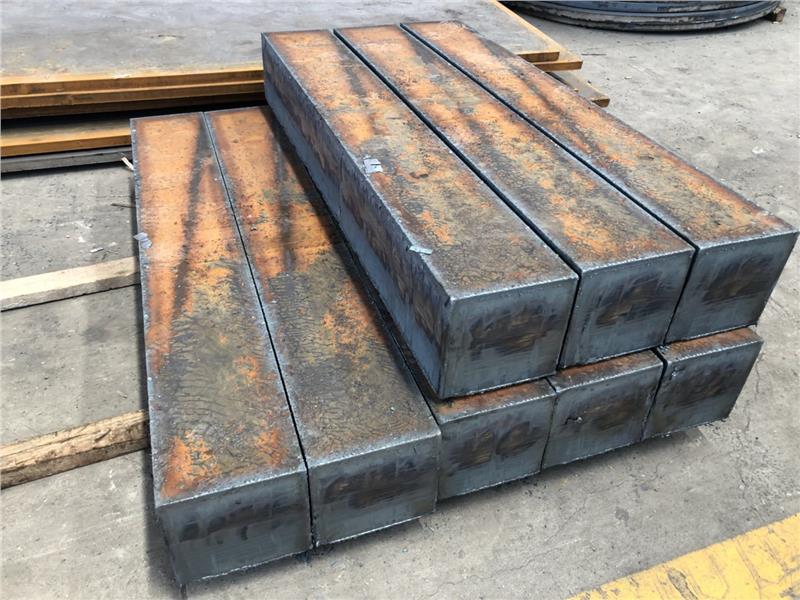
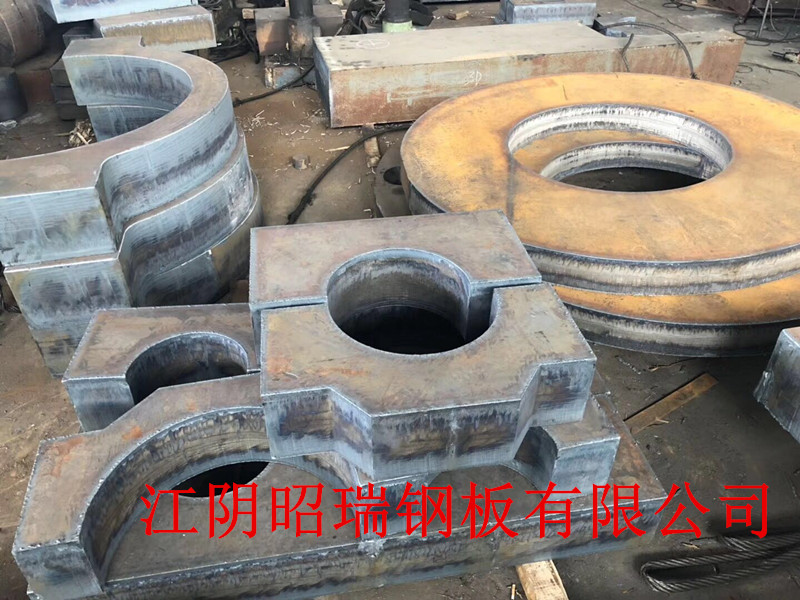
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:钢铁 特殊钢 合金钢 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-94496522.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“山东钢板零割交期快 配送全国”留言
- 更多产品