- 产品描述
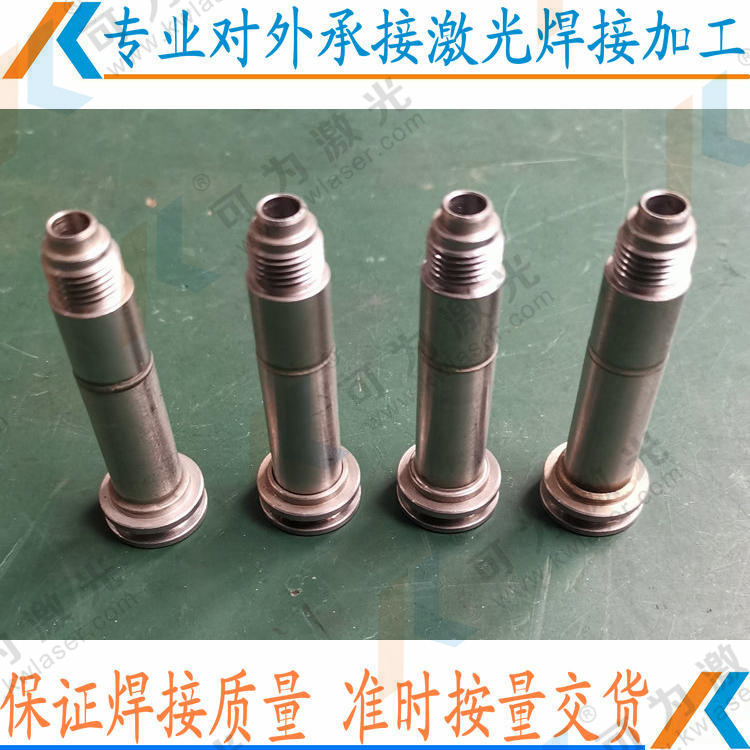
武汉可为承接全国激光焊接加工 焊接材料:合金钢、不锈钢、生铁、铝合金、铍铜、黄铜、钛合金、镍合金等激光焊接加工 焊接要求:焊接位置和焊接外观,以及焊接强度 焊接工艺:连续自动激光焊接加工 焊接设备:多台四维自动激光焊接机,手持激光焊接设备 打样报价:2个样板之内,免费打样报价格 交期服务:专人跟单,根据订单数量3-5天交货 焊接品质:激光是细微局部融化焊接,焊点小、深宽比大,焊道漂亮,满足了焊接产品外观和强度 武汉可为加工优势:多台激光焊接机,满足焊接产品品质和产能交期的要求
激光焊接的工艺方法
1、片与片间的焊接。一般采用手动焊接和自动化焊接,其包括对焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等四种工艺方法。
2、丝与丝的焊接。一般采用手动焊接和半自动焊接,其包括丝与丝对焊、交叉焊、平行搭接焊、T型焊等四种工艺方法。
3、金属丝与块状元件的焊接。采用激光焊接可以成功地实现金属丝与块状元件的连接,块状元件的尺寸可以任意。在焊接中应注意丝状元件的几何尺寸。
4、不同金属的焊接。焊接不同类型的金属要解决可焊性与可焊参数范围,不同材料之间的激光焊接只有某些特定的材料组合才有可能。
5、块状物件补焊。采用激光将激光焊丝熔化沉积到基材上,一般适合模具等产品的修补。
1、省空间、小型化的设计;
2、换灯免调光,日常维护较简单;
3、模块化设计, 易实现功能扩展。可实现点焊、对接焊、叠焊、密封焊等;
4、红光对焦/指示,控制,聚焦光点小,实现高精度定位;
5、具备长时间稳定工作的能力,特别适合企业三班倒制长时间作业;
6、自我诊断、保护及预警功能;
7、提供多种行业夹具和控制方式,系统易于实现与自动生产线配套;
焊接安全技术:
1、焊接前要穿好工作服、工作鞋,戴好手套,施焊时必须使用面罩,防止弧光伤害皮肤、脸和眼睛;
2、电焊前要检查焊机是否接地线,电缆、焊钳绝缘是否完好,焊钳不要放在已接电的工作台或工件上,防止短路烧毁焊机;
3、人体不要同时触摸焊的两输出端,以防触电;
4、气焊用的氧气瓶和乙炔发生瓶附近严禁烟火;
5、气焊前要检査回火防止器的水位,发生回火时要立即关闭乙炔阀门,检查原因,设法排除; 6、气焊时不要把火焰喷到人身上和橡胶管上;
7、刚焊好的焊件不可用手直接触及,清焊渣时应注意周围情况,控制焊渣的飞出方向,防止热渣烫人或引燃物品。
焊接加工安全技术要求:
1、防止触电:焊接时穿戴好绝缘手套、绝缘鞋或靴。检查焊接设备接地的可靠性。不得戴潮湿手套拉电门、电闸。焊机起动后,若发现异常应先切断电源,再作处理。焊钳、焊、焊线都应是绝缘良好,以防与焊件短路,烧毁焊机或其它设备;
2、预防灼伤、弧伤:焊接时,应穿帆布衣裤,进行全位置焊接时,可改穿皮衣裤、戴皮袖套。进行仰焊时,戴能遮盖颈部的工作帆布帽。脚部应用帆布或皮革制成的脚搭保护。焊接时必须戴皮手套,戴防护眼镜。高空作业时,应防止飞溅和焊条头下面的工作人员;
3、预防气体、烟尘危害:在舱内作业时,应穿戴静电防护口罩。焊接工作场所应有良好的通风设备。在船体双层底舱内或其它容器中进行焊接时,应配置抽风机进行换气。遵义焊接加工提醒您,焊接时产生的气体和烟尘也是不能忽视的。
功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。



武汉可为光电自动化科技股份有限公司是武汉市东湖**开发区认定的,专注于激光及自动化智能装备的研发、生产、制造及服务。包括光纤激光连续焊接装备、光纤连续手持激光焊接机、光纤传输激光点焊装备、YAG脉冲式激光焊接装备、传感器焊接焊接机、变速箱齿轮焊接机、三维机械臂激光焊接装备、光纤切割机、高中低功率激光清洗装备、汽车发动机缸盖罩打标机、汽车大架打标机、光纤打标机、紫外激光打标机等。
欢迎来到武汉可为光电自动化科技股份有限公司网站,我公司位于江河纵横、湖港交织,交通发达,文化发达的武汉市。 具体地址是湖北武汉东西湖区公司街道地址,负责人是帖先生。
主要经营自动化激光焊接机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-94366329.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
武汉可为光电自动化科技股份有限公司是武汉市东湖**开发区认定的,专注于激光及自动化智能装备的研发、生产、制造及服务。包括光纤激光连续焊接装备、光纤连续手持激光焊接机、光纤传输激光点焊装备、YAG脉冲式激光焊接装备、传感器焊接焊接机、变速箱齿轮焊接机、三维机械臂激光焊接装备、光纤切割机、高中低功率激光清洗..
- 我要给“江夏区附近激光焊接加工 作业过程不需加压”留言
- 更多产品