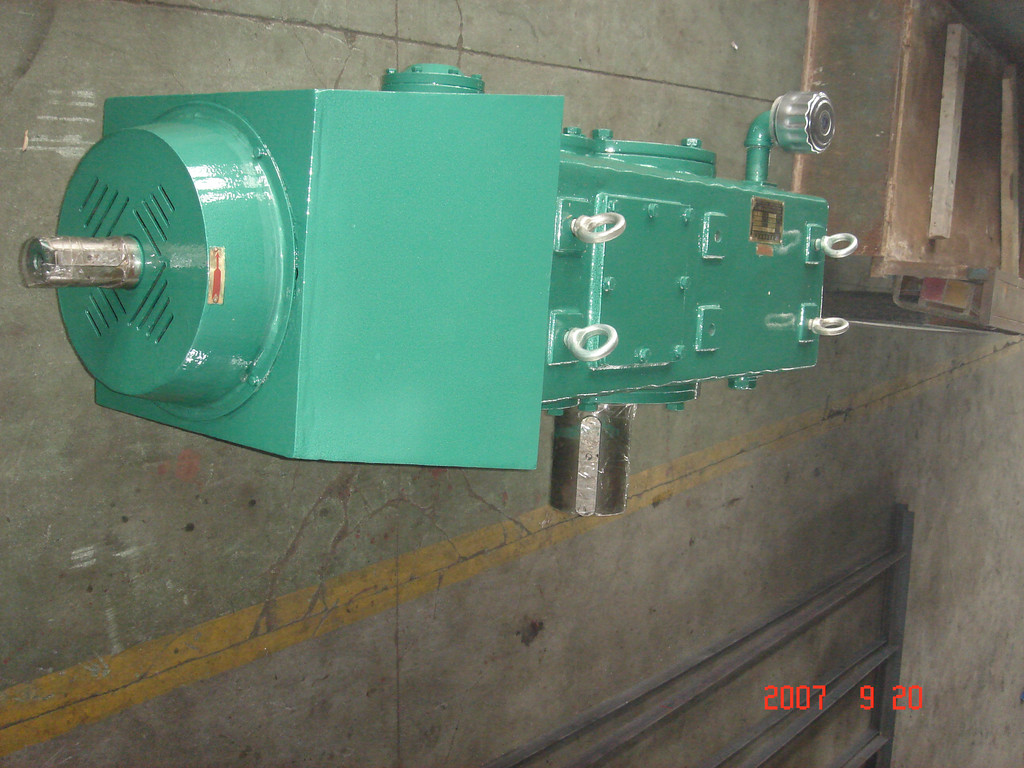
- 产品描述
压瓦机长期使用有时候辊压轴两端的锁母会有松动,这时候我们就要用卷尺头顶中板量一下一排中间的那个辊压轮,然后在量一排的辊压轮,看两者是不是一个位置,然后用工程线收尾挂好,然后调节一下中间那几排的轮子,使其尾垂直。
压瓦机上下轧辊中心线应在同一平面线上,以中心轮为准,平面度不大于1mm,每一排上下轧辊的间隙相等,间隙偏差+0.1mm。用常规量具或塞尺调试。
压瓦机辊轧成型的压型板,既庄重高雅,又美观新颖,而且外观平整,波纹均匀,利用率高,强度大,生产自动化程度高,成本低廉,经久耐用。产品主泛适用于大中型企业民用建筑,如厂房、机车库、飞机库、体育场馆展览馆、影剧院等。
角驰压瓦机工作中应注意的问题如下:
1.请先启动电机空转,然后观察其是否正常。
2.将角驰压瓦机放在两块板的相交处,调节两侧支脚的高度,并注意滚轮是否处于待压位置。
3.正常情况下,压板的弯曲宽度为11-15mm,否则角驰压瓦机容易取下。
4.两个板的交叉点可以紧紧地扣在一起并且不能分开,否则机器很容易分开。
5.启动角驰压瓦机,用户将跟随机器。如果前两个板已断开连接,请在启动机器之前先停止机器并压平面板。
6.由于角驰压瓦机是一次成型,因此在压制过程中阻力很大。为了电动机的使用寿命,请每30分钟使机器停止5分钟。
7.在使用和运输过程中,注意不要损坏滚筒。严禁用钝器敲打滚筒。
8.长时间不使用时,所有零件均应进行油润滑并包裹以防止漏水。
在使用该设备之前要做好用之前的检查和准备,做到完善的防护步骤,其次是在使用的时候,要去正确的检查上模和下模是否牢固吻合,然后是检查好各个点的一些定位装置以及是否符合加工的要求,使用之前要将各个零件部位等回归到原位,如果没有,则需要调整到原点,在使用加工之前要先让机器空转1到2分钟,为了排除一些不必要的故障,然后当确认好没缺陷时再进行下一步的操作,然后在操控的时候建议由一个人进行统一的指挥操作,避免多人造成混乱,然后是认真听取指挥进行正确的操作,当使用完毕后,按照正确的顺序进行关闭机器。
角驰压瓦机设备在生产过程中难免会出现这样或者那样的问题,常见的就是彩钢板出现偏差的问题,一旦出现了跑偏就会影响机械的生产效率与产品合格率,所以我们必须要懂得如何改正这些错误,经过长时间的研究,摸索,我们得出了调整这种问题的方法:如果设备板向右面跑的话,需要用铁块垫到左面的角上,或者把右边的滚轴弄平,第几轴跑偏就把第几轴弄平,上面的滚轴应该和下面的滚轴保持一致,如果上面弄平的话,下面也应该弄平,均匀对称的滚轴是不能变的。假如还不行,就先把彩钢压瓦机的机前,后两排对等的四角从大架调整到底轴上端的高度一致的位置,然后从排到后一排,找一根线拉直,检查一下下轴是否在一条水平线上,把下轴左,右两边调成水平,彩钢瓦设备排和后一排找好对称点,然后紧固两边锁母,在中间转轮的正中心前,后拉好一条直线,把上,下轴的间隙调整好后,就可顺着直线调整机器。
角驰压瓦机在生产过程中难免会出现这样或者那样的问题,常见的就是彩钢板出现偏差的问题,一旦出现了跑偏就会影响机械的生产效率与产品合格率,如果设备板向右面跑的话,需要用铁块垫到左面的角上,或者把右边的滚轴弄平,第几轴跑偏就把第几轴弄平,上面的滚轴应该和下面的滚轴保持一致,如果上面弄平的话,下面也应该弄平,均匀对称的滚轴是不能变的。假如还不行,就先把彩钢压瓦机的机前、后两排对等的四角从大架调整到底轴上端的高度一致的位置,然后从排到后一排,找一根线拉直,检查一下下轴是否在一条水平线上,把下轴左、右两边调成水平。
角驰成型机可单安装使用,但需人工装坯,卸坯,亦可配置自动装料架和卸坯机械手与挤出机、切瓦机,送坯机以及瓦托输送线等组成瓦坯生产流水线,不需要人工进行操作。角驰成型机结构原理与陶瓷瓦自动压瓦机构相比较,水泥瓦压瓦机的结构原理相对简单,其主要由液压泵,液压滑塞,固定压台,活动磕台,压瓦模等组成。其工作原理是当前段工序将原料装入下模具后,液压泵驱动压瓦模自动下压,水泥砂石在压力的作用下被滤去较多的水分并被压成密并具有强度的水泥瓦制品。
我公司是冷弯成型设备及自动成套生产线的制造商,年来一直从事钢结构用屋面板及墙面压型板设备的生产,产品从普通屋面板、墙面板成型机到现在已发制造出十几个系列的压型板生产线,完能满足钢结构建筑的需要,产品有隐藏式屋面板成型机,夹芯复合板生产线系列,屋面板、墙面板成型机系列,双层彩钢瓦成型机系列,琉璃瓦成型机系列,角驰压瓦机系列,C/Z型钢设备系列,楼承板成型机系列,广告扣系列,卷帘门成型机系列,拱形设备系列,车厢板机系列,止水钢板成型机系列,高速护栏成型机系列,折弯机、剪板机系列,彩钢扣板机,快速液压导柱压瓦机系列,高空作业压瓦机系列,辅其他助设备系列等产品,产品质量有证,欢迎前来选购。
欢迎来到泊头市金辉压瓦机械厂网站,我公司位于西煤东运新通道的出海口和冀中南、鲁西北以及晋陕和内蒙古等西部地区对外开放的桥头堡—沧州市。 具体地址是河北沧州泊头市公司街道地址,负责人是张欢。
主要经营彩钢翻新胶。
公司常年供应二手设备,有需要的客户,欢迎选购,可以先进行测试,测试满意后,我们再进行交易。
本页链接:http://www.cg160.cn/vgy-92686178.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于泊头市金辉压瓦机械厂
商铺首页 |
更多产品 |
联系方式
我公司是冷弯成型设备及自动成套生产线的制造商,年来一直从事钢结构用屋面板及墙面压型板设备的生产,产品从普通屋面板、墙面板成型机到现在已发制造出十几个系列的压型板生产线,完能满足钢结构建筑的需要,产品有隐藏式屋面板成型机,夹芯复合板生产线系列,屋面板、墙面板成型机系列,双层彩钢瓦成型机系列,琉璃瓦成..
- 我要给“河南焦作如何选购 820型角驰压瓦机 厂家电话”留言
- 更多产品