- 产品描述
2、机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!3、机床液压系统采用YA-N32普通液压油(原牌号20号),正常情况下每年更换一次,滤油器必须同时清洗。4、调整机床(模具)时,应由调整者自已按动按钮进行调整。绝不可一人在机床上调整,另一人在控制柜上操作。5、调整机床或开空车时应卸下芯杆。6、液压系统压力不可大于14Mpa,淮安小型弯管机类型。7、手动调整侧边油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。8、一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。9、自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,淮安小型弯管机类型,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断,淮安小型弯管机类型。工作结束后,切断电源。弯管机注意事项:(3)本机具是用油为介质,必须做好油及机具的保养工作,以免淤塞或漏油,影响使用效果。淮安小型弯管机类型
将弯管部件相对于弯管机底座反转,直到弯管部件反转到贴合到限位座侧面的状态;将待弯折管件从弯管轮和定位轮之间的间隙部插入,并且继续插入到限位座上的管件限位孔内;扳动弯管部件的扳动杆,带动弯管部件正转,弯管部件相对于弯管机底座转动,弯管部件施加弯折力在待弯折管件上;持续转动弯管部件转动,直到扳动杆抵靠在弯管机底座上设置的角度限位销上,形成弯管成品。这样,待弯折管件在整个弯折处理过程中,限位座和弯管部件可靠配合,对待弯折管件在弯折过程中实现弯折,并且确保限位可靠,操作人员只要施力在扳动杆上即可,操作可靠,批量完成管件弯折一致性好,有效取代大型设备,降低企业成本。本**技术所述的弯管机结构,结构简单,制作成本低,操作简单,占用空间小,能够方便快捷实现待弯折管件的弯管处理,有效降低劳动强度,同时确保弯折角度,批量弯管的一致性好,有效满足车间实际需求。附图说明下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:图1为本**技术所述的弯管机结构的结构示意图;图2为本**技术所述的弯管机结构的限位座的支撑块的结构示意图;图3为本**技术所述的弯管机结构的限位座的压紧块的结构示意图。淮南双头弯管机型号折弯机必须与使用的材料兼容。您必须考虑管材、壁厚、管径等。根据这些考虑,必须选择合适的弯管机。
以便油箱通气.3、所弯管材的外径一定要与弯模凹槽贴合,否则工件会产生凹瘪现象或将模子涨裂。4、焊接管的焊缝在要处于弯曲处正外侧或正内侧。弯曲过程中两支承轮要同时转动且工件在支承轮的凹槽内滑动,如单面不动应停止操作。5、手动液压弯管机平时做好设备的清洁保养工作,加油要清洁,—定要经80目以上滤网过滤,油滤装置要定期清洗6、手动液压弯管机使用15号机械油。易损件:为方便用户维修,将手动液压弯管机易损密封件放入备件袋中。可能发生的故障及排除方法:故障产生原因排除方法1、活塞杆伸出一定长度后摇动手柄,项杆一伸一缩。加油螺塞未拧松拧松加油螺塞泵体中出油阀口不密封出油阀钢球不园整油中有垃圾,应换干净的机油,更换钢球。2、大、小泵活塞杆处渗油密封圈损坏将备件袋中密封圈换上3、开关处渗油开关内压圈太松拆下限位螺钉和开关后,拧紧压圈4、**杆**出无力,不能工作。开关内钢球密封不好开关*没有**牢钢球或掉落钢球调换钢球拧紧开关,如无钢球,应加钢球。5、**杆*漏油活塞杆*密封圈损坏更换14×O型密封圈(自备)6、大、小泵吸油不足滤网器内滤网上附有垃圾或油量不足拧下12序号零件,用汽油清洗网体并加满油。
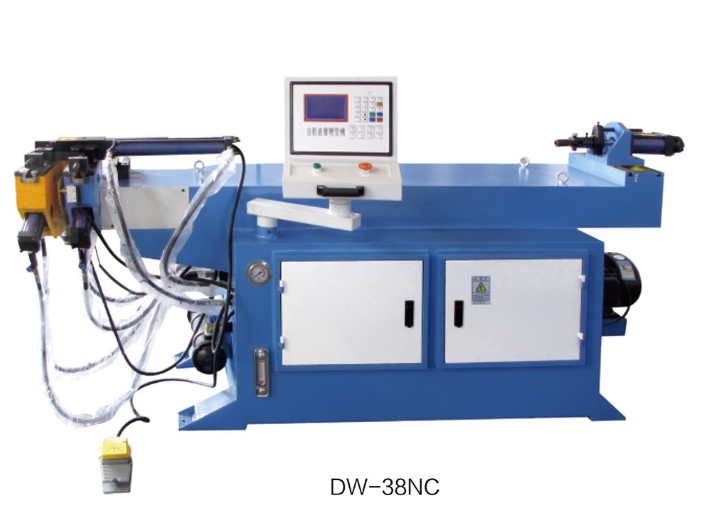
弯管机是指用于弯管的机器还能做千斤顶用,大致分为数控弯管机、液压弯管机等,应用于电力施工、公铁路建设、桥梁、船舶等方面管道铺设及修造。结构特点1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易;2、床身结构稳固,不易变形;3、每一档可设定16个弯管角度,记忆体可储放16组档案;4、俱慢速定位功能,弯管角度稳定,重复精度达±°;5、错误讯息在屏幕上显示,帮助操作者立即排除;6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。工艺特点弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为保证管件成形质量,必须控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。这些类型分别是液压弯管机、气动弯管机、手动弯管机、电动弯管机和数控/数控机电弯管机。
上模的曲率半径是按照钢管冷弯所能达到的角度设计出来的。在机架上部安装圆弧齿圆柱蜗杆减速器和由液压马达驱动的卷扬机。夹具底座通过连接板与机架总成连接,用于夹紧钢管。3.夹具夹具主要是在弯管时起到支点的作用。为了能适应钢管轴线因弯曲而发生的角度变化,夹具的下部都是铰接的。由于弯管作业不是一次完成的,每次作业只能在钢管较小的长度上产生一个微小的弧度。因此在连续作业时,后支点的位置需相应升高,才能适应带弧度管段的工作位置。为此,在夹具的下面安装了一套液压推动的斜铁滑块装置,受力时能够起到自锁的作用。4.液压系统液压系统主要由油泵、组合换向阀、液动机、管路及滤油器、油箱等组成。液压回路为开式,由发动机输出轴直接驱动。整机安装了一个安全溢流阀以控制系统的工作压力,并可根据弯制不同钢管工况的需要来调节。液压油箱容积根据机型而定,在环境温度和使用温度较低时,可选用粘度较低的液压油。液压工作装置采用手动换向阀操作。本机采用柱塞式变量油泵,它由发动机直接驱动,是液压系统的动力源。5.内胎内胎由爬行装置和张紧装置等组成,在内胎液压马达的驱动下可在钢管内爬行,内胎模块在液压缸的作用下**住钢管内壁,防止钢管弯曲过程中的异常变形。弯曲性能:标准圆孤、椭圆孤、非标圆孤、U字型、S型、对称及不对称圆弧。昆山大型弯管机哪里有
除了这些主要类型的弯管机外,还有几种类型的弯管机是根据其电源命名的。淮安小型弯管机类型
通过确定合理的支点和受力点并施加弯曲力矩,使钢管发生塑性变形,从而实现钢管的冷弯曲。下模位于弯管机的前部,由液压缸将其悬挂在机架上呈浮动状态。弯管时,下模上升使钢管受弯,因下模上升而产生的作用力是弯管时的主动力。上模吊挂在机架中部,弯管时上模和机架贴紧,起支点作用。夹具位于弯管机的尾部,弯管时能将钢管一端卡紧,同时又能适应钢管因轴线挠曲而发生的角度变化。当下模上升时,钢管横向受力和梁受弯状态相同。上模中心和夹具均受支座反力,下模上升给钢管施加的力逐渐增大到某一值时,下部管壁上的拉伸应力达到钢材的屈服极限,于是钢管产生塑性变形而弯曲。液压弯管机结构设计1.下模下模工作时向上运动,对钢管施加向上的推力。由于下模4个支点都是铰链结构,每个铰链均与液压缸相连,所以下模在弯管时的向上运动,不是简单的直线运动,而是随钢管的弯曲向上作弧线运动。作弧线运动的目的是为了使钢管与下模之间不发生相对位移,从而保证钢管底面上受力均匀,不致把钢管挤扁。2.上模上模为箱式结构,固定在支架总成上。上模是弯管时的中间支点,也是钢管弯曲成形的胎具。弯管作业时,上模不运动,上模的几何尺寸对于弯管的成形角度和成型质量关系很大。淮安小型弯管机类型
张家港市毛毛机械有限公司属于机械及行业设备的高新企业,技术力量雄厚。是一家有限责任公司(自然)企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛**。公司拥有专业的技术团队,具有CNC数控弯管机,半自动切管机,单头倒角机,单头液压弯管机等多项业务。张家港毛毛机械以创造高品质产品及服务的理念,打造高指标的服务,引导行业的发展。
张家港市毛毛机械有限公司,占地面积6000平米,是管材加工机械的专业生产公司。公司具备雄厚的设计开发能力,拥有高精密的生产检测设备,在多年生产基础上,精益求精,不断改进创新,公司为汽车、摩托车、体育健身器材、钢管家具、旅游休闲用品、水暖卫浴等行业的金属管类制品的加工提供了成套的机械设备,并替代了进口。公司在全国形成了售前、售后规范化的营销服务网络,为新老客户提供快捷的服务。公司遵循以科技为先,质量为中心,客户满意为目标的宗旨,以精诚合作的态度和广大用户共同创造辉煌灿烂的明天。
欢迎来到张家港市毛毛机械有限公司网站,我公司位于园林景观其独特,拥有 “中国园林之城”美称的苏州市。 具体地址是江苏苏州张家港市公司街道地址,负责人是陈小均。
主要经营CNC数控弯管机|半自动切管机|单头倒角机|单头液压弯管机。
单位注册资金:人民币 10 万元 - 30 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-90134699.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“淮安小型弯管机类型 张家港市毛毛机械供应”留言
- 更多产品