- 产品描述
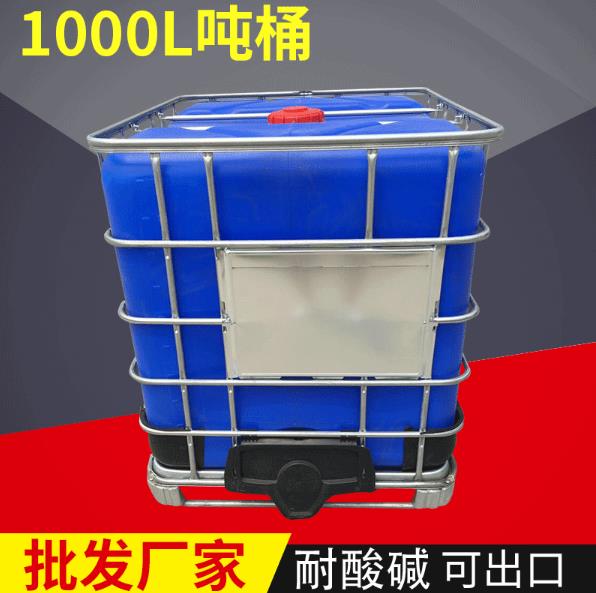
1000L 复合中型散装容器外框采用直径18MM的热镀锌焊管压制焊点后用直流龙门点焊机焊接弯制成型,在横竖管的排列上充份考虑到了各部位的受力情况,采用不同的间距排列以达到承受力。散装容器底板采用热镀锌深冲板(ST12)压制焊接成型,在形状的设计上充分考虑到承重能力而压制了多条加强筋。外框底板之间使用镀锌螺栓连接,用弹簧垫止退,并在放料阀门上方安装了标牌以方便粘贴产品标贴,标牌上并设有复合中型散装容器的标识与使用须知。在下部四个底角安装有塑料护角以保护塑料内胆。
集装桶由内容器和金属框架组合而成,内容器采用低密度聚或高密度聚制作而成,强度高、耐腐蚀、卫生性好。加上外部金属框架较加安全可靠。经济性:采用集装桶包装,可以大副降低生产、储存、运输、操作成本。节省大量的人力、物力。储存相比传统包装可节省35%的空间,装卸可使用叉车作业,减少了人工搬运的诸多麻烦。灌装:1个集装桶=5个200L桶,灌装过程中减少了多次重复操作的麻烦,同时避免灌装过程中漏料、遗洒等浪费。总上所述,集装桶使用方便、经济耐用,随着**化发展,集装桶逐渐成为液体包装的主流产品。可盛装Ⅱ、Ⅲ类危险品,盛装Ⅱ类危险品的液体密度大为1.5g/cm3,盛装Ⅲ类危险品的液体密度为1.8g/cm3。产品结构合理,牢固结实,可用叉车直接装卸,并可以码垛储存。产品底部装有排液阀门,液体排放方便、迅速、彻底、安全,便于清洗,可多次周转使用,节约能源,利于环境保护。
IBC桶在生产的过程中有哪些步骤
IBC桶在生产的过程中主要是通过挤出吹塑成型,就是将熔融状态下的塑料管环,放置在模具内,借助压缩空气进行吹胀冷却,这样就可以得到一定形状的IBC桶。下面小编就为大家详细介绍产品挤出吹塑成型步骤。
产品在生产过程中可以通过罐型坯的吹胀比(型坯直径与成品**大直径之比)可达1:4,但通常以1:2为宜。
挤出的吹塑锁模过程中,可以使用液压传动,也是可以使用机械传动。生产的过程中其锁模压力应该可以防止在型胚中吹胀时模具的开启,能够是模具的切料刃口切断型坯,能够使用两块模板同时进行加工。
在挤吹产品的过程中,通常司不需要过高的强度,因此可以使用铝、铜以及材料进行制造。
IBC桶在挤出吹塑过程主要包括以下几个步骤:
1、先使用挤出机经过机头获得一定尺寸的灌状烙融物料,挤出型胚的方法有间歇性挤出法两种。间歇挤出法是挤出型坯后,停止挤出机螺杆的转动,然后再吹塑、冷却、脱模。使用连续挤出法挤出型胚以后,并不能停止挤出机螺杆的转动,是需要连续不断地挤出型坯,供后续的吹塑、冷却等工序。
2、产品挤出以后,经过夹入以后闭合模具,由吹塑系统将型坯吹胀成模具所具有的形状,直到冷却定型可以出模为止。吹塑的方法主要有针吹法、**吹法、底吹法三种。使用针吹法就是在吹针机构中设置一个半片在模具中,当模具子哦啊闭合的时候,使用吹针进行前进,刺破型坯壁,并且以压缩空气进行吹胀型坯,然后就可以退回吹针,熔融物料密闭针孔痕迹。**吹法在模具闭合的时候型胚在**部开口,然后将压缩的空气吹入芯轴。底吹法的型坯是从挤山机挤山后落到模具底部的吹气芯轴上,吹气型胚的作用就是除了吹胀型坯以外,还和模具颈部的两半配合夹住型坯。
3、产品经过吹胀成型以后,可以加大压缩空气的数量然后使用模具夹套通过冷却水进行定行,脱模成为IBC桶。
以上就是为大家讲述IBC桶在挤出吹塑成型步骤步骤,这样就可以生产出质量比较好的产品。
IBC吨桶所用的主要原料为4506UV高密度聚(HDPE),是无味、无臭、无毒的颗粒状产品。它具有良好的耐热性和耐寒性,硬度、拉伸强度、电绝缘性能和韧性都很好,而且具有很好的化学稳定性,在室温下几乎不溶于任何,耐多种酸、碱及盐类溶液的腐蚀,还具有优良的耐环境应力开裂和热应力开裂性能,表面硬度高,尺寸稳定性好。
框架采用的钢材经自动弯管设备加工而成,框架及托盘使用特定的进行设计,结构合理,可靠性好,抗意外跌落和重载容器堆叠性能优异,能够满足II类化学危险品的装运要求。



鑫选包装(山东)有限公司是一家以经营包装制品为主的生产贸易型企业,公司主营生产经营:25升塑料桶, 50升塑料桶,200升塑料桶,IBC吨桶 ,公司有山东省潍坊及枣庄两个生产基地,注册资本为320万,主要经营25升塑料桶, 50升塑料桶,200升塑料桶,IBC吨桶 二手吨桶 等产品。 公司秉承“诚信、、共赢”的经营理念,坚持用户至上、质量,以科技服务客户,坚持技术进步、不断 创新、不断追赶,已经成为一家在包装行业颇具实力和规模的企业。 您的满意就是我们的追求!欢迎广大企业、用户和消费者和我们联系,我们将本着用好的产品,为用户提供好的服务为宗旨,竭诚为您服务!
欢迎来到鑫选包装(山东)有限公司网站,我公司位于素有 “世界风筝都”之城的风筝文化的发祥地—潍坊市。 具体地址是山东潍坊潍城区公司街道地址,负责人是王经理。
主要经营鑫选包装(山东)有限公司主要从事:出口200升塑料桶、出口25升塑料桶、出口吨桶、船级社吨桶、防静电吨桶、性能单200升化工桶等出口业务,公司有山东省潍坊及枣庄两个生产基地,主要经营25升塑料桶,5。
本公司产品处国内领先地位,产业规模属国内一流水平,产品独具特色,规格齐全,质量保证体系规范。欢迎来订购,谢谢!
本页链接:http://www.cg160.cn/vgy-89900598.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于鑫选包装(山东)有限公司
商铺首页 |
更多产品 |
联系方式
鑫选包装(山东)有限公司是一家以经营包装制品为主的生产贸易型企业,公司主营生产经营:25升塑料桶, 50升塑料桶,200升塑料桶,IBC吨桶 ,公司有山东省潍坊及枣庄两个生产基地,注册资本为320万,主要经营25升塑料桶, 50升塑料桶,200升塑料桶,IBC吨桶 二手吨桶 等产品。 公司秉承“诚信、、共赢”的经营理念,坚持用户至上..
- 我要给“泰安商检船级社吨桶厂家电话”留言
- 更多产品