- 产品描述
焊钉在正式施焊前,应选用与实际工程要求相同规格的焊钉、瓷环及相同批号、规格的母材(母材厚度不应小于16,且不大于30),采用相同的焊接方式与位置进行工艺参数的评定试验,以确定在相同条件下施焊的焊接电流、焊接时间之间的匹配关系。
螺柱焊的工件必须是从一侧焊接。能在全位置焊接,借助于扩展器可以焊接到受限制的垂直隔板上。由于是短时间焊接且焊后很少变形,故不需要修整。因为焊接的结构不需要钻孔,故不会造成泄漏。螺柱焊的接头可以达到很高的强度,即螺柱焊的接头强度大于螺柱本身强度。在镀层或高合金板材焊接后,背面没有印痕。
良好的经济性螺柱焊相对于其他焊接方法的优点,在于焊接功率上。对于批量产品的工件,在很短的焊接时间(3-980ms)内可打到8-40个/min(根据不同直径螺柱和不同焊接功率)。而自动送料螺柱焊机可以达到60个/min的超率。标准的螺柱是低成本的。
螺柱焊设备和焊具有多种类型,设备的购置费用相对较低。根据产品,可以制成多工位自动焊机,或高精度龙门式数控自动焊机。
螺柱焊具有较高的质量再现率和较小的废品率。折叠编辑本段注意事项螺柱焊在应用中要注意:螺柱焊也和其他熔化焊一样,对钢中的含碳量有一定限制--对于结构钢螺柱,含碳量应在0.18%以内,而母材的含碳量应在0.2%以内。要根据螺柱焊的不同方法,按推荐的螺柱材料和母材组合可焊性施焊,否则螺柱和母材相互之间会有不熔性。超出推荐范围以外的螺柱材料和母材组合要通过试验定可焊性和产品设计要求行相关检验评定可能性
电弧螺柱焊用圆柱头焊钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它各类钢结构等工程。
螺柱焊接原理简介 螺柱焊接是将直径2-25mm的螺柱或柱状金属、低成本、全断面融合地焊接在金属表面的一种特种焊接工艺方法。此项技术的应用可替代一些传统的加工方法,例如:钻孔、攻丝、手工焊接、焊后处理等。 螺柱焊接过程:先,将焊接螺柱(或柱状金属)放置于焊接母材上;随后,提升焊接螺柱,同时导通电流,在焊接螺柱和焊接母材之间激发电弧,电弧将焊接螺柱端部和焊接母材表面溶化,并形成焊接熔池;接下来,焊接螺柱和焊接母材相对运动,焊接螺柱在一定速度下受控地插入熔池;后,焊接电流终止,电弧熄灭,同时熔池凝固,焊接过程完成,形成全断面熔合的焊缝。 螺柱焊接优点:①焊缝全断面熔合,提高了焊接部位的安全性;②焊接在瞬间完成,提高了焊接工作效率;③可适应多种金属材料;④热影响区小,焊接母材变形小;⑤焊接损伤很小,母材背面没有或只有很小的焊接损伤;⑥保持中空零件的密闭性;⑦实现单面焊接;⑧操作简便
螺柱焊接分类:根据焊接的特性和电源原理,我们通常将螺柱焊接分为电容储能式螺柱焊接和拉弧式螺柱焊接,前者焊接在0.003秒内完成,用于在薄板上焊接螺柱,后者焊接时间在0.1-1.5秒内完成,用于在更复杂的环境下焊接螺柱。 电容储能式螺柱焊接具体可分为:①接触式螺柱焊接;②间隙式螺柱焊接。 拉弧式螺柱焊接具体可分为:①陶瓷保护环模式螺柱焊接;②气体保护模式螺柱焊接;③短周期模式螺柱焊接(分为有气体保护和无气体保护二种)。 无论采用哪种螺柱焊接工艺,要想取得理想的焊接效果,都需要我们对以下参数严格控制:例如:焊接时间,焊接电流,运动的可控性,设备的易操作性,被焊金属材料的成分等。
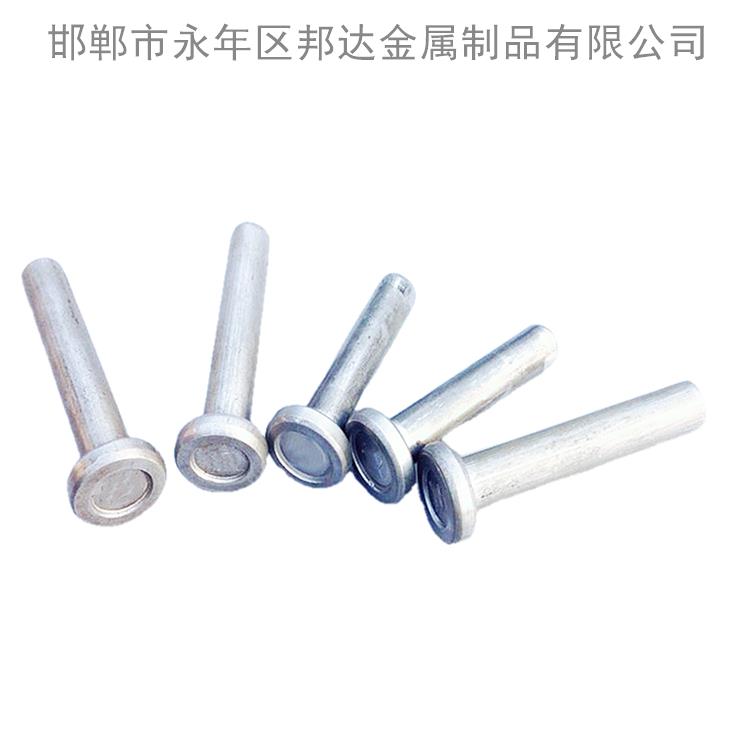
圆柱头焊钉是电弧螺柱焊用圆柱头焊钉(Cheese head studs for arc stud welding)的简称,属于一种高强度刚度连接的紧固件,主要用于公共建筑和超高层房屋建筑越来越多,其主体多为钢骨混凝土结构,为了使钢构件之间具有良好结合力,并共同工作,紧固件圆柱头焊钉在这一领域获得广泛用,通过很多实验和工程应用。工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它各类钢结构等工程。
标准介绍
圆柱头焊钉属于一种高强度刚度连接的紧固件,圆柱头焊钉是电弧螺柱焊用圆柱头焊钉(英文Cheese head studs for arc stud welding)的简称,圆柱头焊钉的规格为公称直径10~Ф25mm,焊接前总长度40~300 mm。
圆柱头焊钉产品厂应该在焊钉的头部顶面用凸字制出制造者的识别标志,标注示例:公称直径d=25mm、长度l1=300mm、材质为ML15、不经表面处理的圆柱头焊钉标注为:圆柱头焊钉GB/T10433-2002 25×300。标规定圆柱头焊钉表面应无锈蚀、氧化皮、油脂和毛刺等。圆柱头焊钉的杆部不允许有影响使用的裂缝,但头部裂缝的深度(径向)不得超过0.25(dk-d)mm。
邯郸市永年区邦达金属制品有限公司位于中标准件产品基地--河北永年,地理位置优越,交利。我公司是一家致力于钢结构大六角螺栓连接副,钢结构焊钉,金属制品的产品、研发、销售、售后为一体的综合企业。
邯郸市永年区邦达金属制品有限公司位于标准件生产基地--河北永年,地理位置优越,交利。主营:8.8级,10.9级,12.9级高强度螺栓,钢结构螺栓连接副,地脚螺栓,加工定制各种金属制品,也可按照客户图纸、样品加工定制生产所需的配套产品配件和非标准紧固件,度达到需方要求。我公司经销的高强度螺栓,地脚螺栓和预埋钢板品种齐全、价格合理,我们将以优惠的价格、快捷的速度、良好的服务向顾客提供满意产品,为客户设计较高较快的效益。 我们公司的宗旨是“用品质说话,靠诚信经营。”。强调质量和诚信是公司立业的基础。了解用户的需求,在服务中成长,与用户共同发展是我们的追求。热诚欢迎国内外客商来工厂洽谈相关产品的业务合作,公司全体同仁精诚团结、锐意创新。
欢迎来到邯郸市永年区邦达金属制品有限公司网站,我公司位于地处晋冀鲁豫四省区域中心和环渤海经济区腹心,孕育了新石器早期的磁山文化的邯郸市。 具体地址是河北邯郸永年县公司街道地址,负责人是武经理。
主要经营钢结构螺栓连接副,高强度螺栓螺母,圆柱头焊钉,地脚螺栓,拉条,U型螺栓,螺纹钢套筒。。
本公司技术力量强大,工程技术人员多名,具有多年的生产经验,工艺达到国内同行一流水平。性能先进的设备和制造精湛的工艺装备,确保产品质量趋于完美。
本页链接:http://www.cg160.cn/vgy-89819255.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
邯郸市永年区邦达金属制品有限公司位于标准件生产基地--河北永年,地理位置优越,交利。主营:8.8级,10.9级,12.9级高强度螺栓,钢结构螺栓连接副,地脚螺栓,加工定制各种金属制品,也可按照客户图纸、样品加工定制生产所需的配套产品配件和非标准紧固件,度达到需方要求。我公司经销的高强度螺栓,地脚螺栓和预埋钢板品..
- 我要给“库存充足 河北焊钉焊机”留言
- 更多产品