- 产品描述
机械加工的工艺步骤
步骤内容:
(1)分析研究产品的装配图和零件图。
(2)确定毛坯。
(3)拟定工艺路线,选择定位基面。
(4)确定各工序所采用的设备。
(5)确定各工序所采用的刀具、夹具、量具和辅助工具。
(6)确定各主要工序的技术要求及检验方法。
(7)确定各工序的加工余量,计算工序尺寸和公差。
(8)确定切削用量。
(9)确定工时定额。
机械加工的分类
设计基准:在零件图上用以确定其它点、线、面位置的基准,机壳机箱机械加工价格,称为设计基准。
工艺基准:零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同又分为装配基准、测量基准及定位基准。
(1)装配基准:装配时用以确定零件在部件或产品中的位置的基准,机壳机箱机械加工公司,称为装配基准。
(2)测量基准:用以检验已加工表面的尺寸及位置的基准,称为测量基准。
(3)定位基准:加工时工件定位所用的基准,称为定位基准。作为定位基准的表面(或线、点),机壳机箱机械加工,在首道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,机壳机箱机械加工厂家,这种定位表面称精基准。
机械加工的加工余量
由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是直径上的加工余量之半。平面的加工余量则是单边余量,它等于实际所切除的金属层厚度。在工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。加工余量的大小对加工质量和生产效率均有较大影响。加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小
机壳机箱机械加工厂家-机壳机箱机械加工-中航永兴机械由北京中航永兴机械科技有限公司提供。北京中航永兴机械科技有限公司坚持“以人为本”的企业理念,拥有一支高素质的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。北京中航永兴——您可信赖的朋友,公司地址:房山区燕山公园,联系人:魏经理。









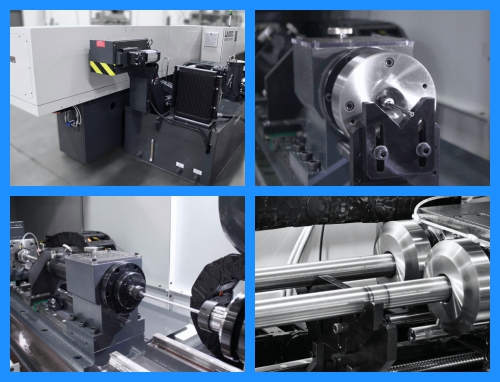
北京中航永兴机械科技有限公司是一家以加工为主体的生产型企业,从事高精密机械加工、钣金加工、模具加工。并涉及计算机、通讯、消费性电子的代工领域,经过多年的发展,现已成为北京市的综合性加工及代工企业。北京中航永兴科技有限公司设备齐全,加工范围大、加工精度高。现拥**械加工设备:加工中心、数控铣床、数控车床、普通机床、电火花、线切割、磨床,主要加工各种金属配件、注塑模具、压铸铝模具、压胶模具等,服务于航天、光电、气象以及大学实验室等科研单位,满足产品高精度的加工需求。
欢迎来到北京中航永兴机械科技有限公司网站,我公司位于拥有6项世界级遗产,拥有文化遗产项目数最多的城市,一座有着三千余年建城历史、八百六十余年建都史的历史文化名城,拥有众多历史名胜古迹和人文景观的中国“八大古都”之一 —北京。 具体地址是北京门头沟公司街道地址,负责人是魏经理。
主要经营北京中航永兴机械科技有限公司为您提供机械加工,机箱机壳加工,钣金加工,模具加工,车床铣床加工,充分满足您的需求。如需请联系:*(魏经理 先生),找关于机械加工,机箱机壳加工,钣金加工,模具加工,车床铣床加工的内容找北京中航永兴机械科技有限公司。
单位注册资金:人民币 100 万元 - 200 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-89316400.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 优惠中-厂家直供_法兰蝶阀D341X厂家_桂龙 淮南静音冷却塔厂家 冷却塔维修 呼伦贝尔填料布水器 循环水冷却塔 25*38尼龙塑料拖链 苏州塑料拖链 数控机床用塑料拖链 临汾西门子PLC代理商 CPU313 产品型号全 欢迎电话咨询 石家庄二手110千瓦粉碎机电话 锯末粉碎机 临夏无负压变频供水设备 罐式无负压供水设备 濮阳静音冷却塔生产厂家 冷却塔维修 安庆冷却塔供应 冷却塔维修 杭州二手稻草粉碎机批发 55千瓦粉碎机 简易手动供料器 广州供给机经销商 支持送货上门 南平无负压变频供水设备 无负压二次供水设备
- 相关文章
- 精密机械零件加工-精密机械零件加工厂-北京中航永兴车床铣床机械加工公司-车床铣床机械加工-中航永兴机械精密机械产品组装厂-精密机械产品组装-北京中航永兴机械北京机械设备加工厂家-北京中航永兴机械公司-北京机械设备加工车床铣床加工厂-车床铣床加工-北京中航永兴机械公司机壳机箱非标加工-北京中航永兴-机壳机箱非标加工厂机械设备组装公司-机械设备组装- 中航永兴北京精密机械加工厂-北京中航永兴-北京精密机械加工精密零部件橡胶加工厂-橡胶加工厂-北京中航永兴机械公司精密零部件铝件加工哪家好-北京中航永兴-铝件加工哪家好车床铣床机械加工-北京中航永兴-车床铣床机械加工厂精密零部件样件加工厂-样件加工厂-中航永兴机械
- 我要给“机壳机箱机械加工厂家-机壳机箱机械加工-中航永兴机械”留言
- 更多产品