
- 产品描述
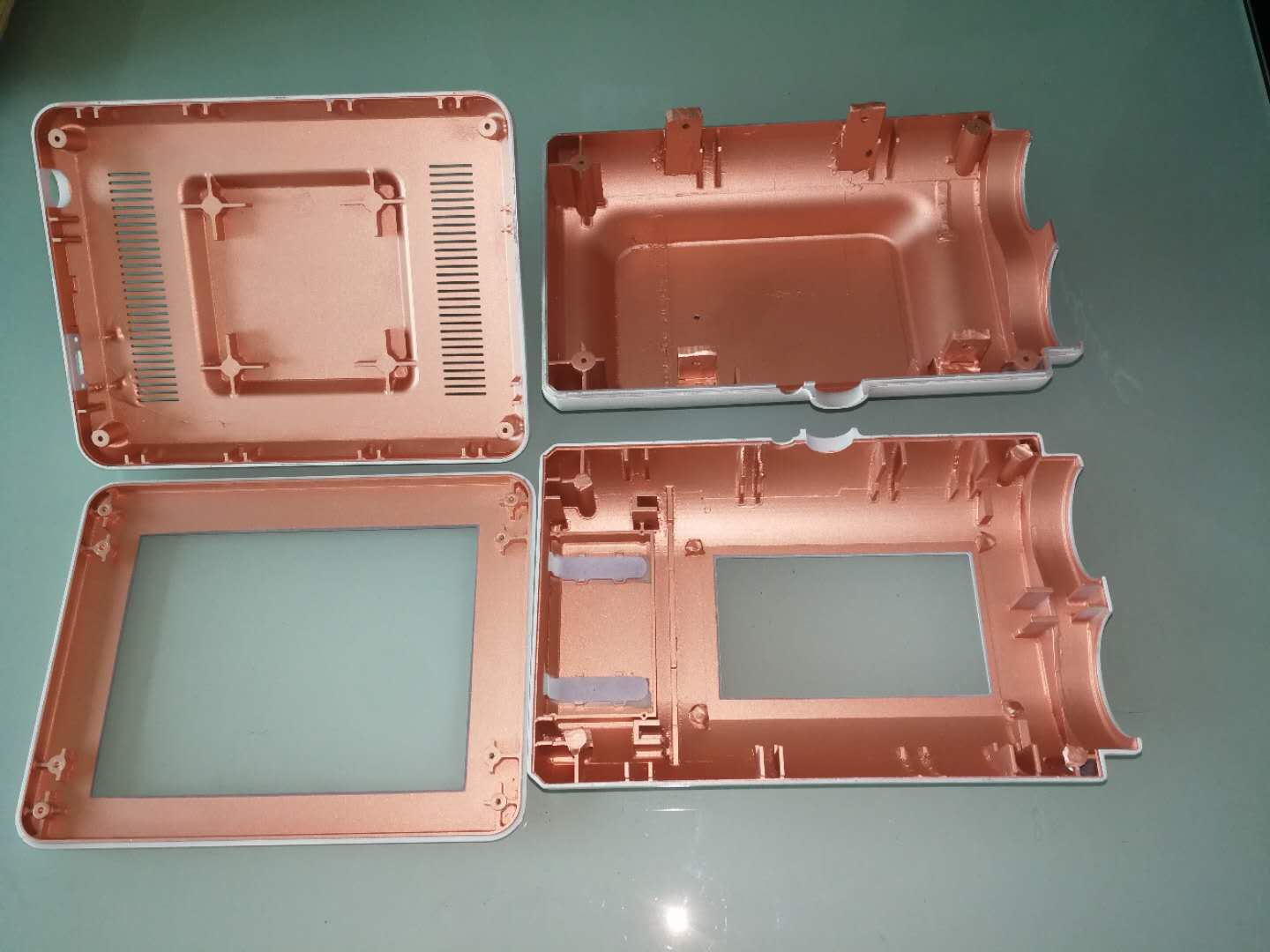
丰富的基体材料选择 镀膜工艺可以实现在多种材料上沉积(不锈钢/铜/锌合金/钛/铁等)。实现工件轻量化的同时可以有良好的机械性能。 PVD离子镀是近30年发展为迅猛的表面处理技术之一,通过在产品上镀制1-100微米的膜层,提升产品的耐磨、耐腐蚀、耐高温氧化、润滑等性能,在航空航天、装备领域,PVD离子镀技术的应用非常广泛;目前航空航天工业越来越注重减少碳排放量、降低维护成本及总营运成本。高新材料是减轻重量、延长使用寿命及减少燃油消耗的关键因素,而航空航天方面的涂层应用,使得常规和可替代轻型材料的使用成为可能,从而增加产品性能并降低其总成本;与许多常规表面涂层不同,PVD技术制造为环保友好涂层工艺,对环境没有任何污染。东莞市清溪丰炬五金加工店,位于制造名城东莞。主营业务有:模具镀钛 模具镜面抛光真空纳米纳米图层 模具抛光电镀 纳米陶瓷镀钛,产品特性具有良好的绝缘、导热、防震、防滑、耐磨、耐高温、阻燃型,延长设备的使用寿命,耐燃型、环保,弹提供好的缓冲性,保护设备,提高设备的稳定性。 公司一贯提倡 “热情、周到、真诚、方便” 的服务宗旨,坚决贯彻品质政策,“以质量争取订单,以服务回报客户” 欢迎广大客户提供各式样版,列明规格参数,来电、来函联系洽谈!
金属表面处理PVD镀钛种类:氮化钛(TiN),镀铬(CrN), ROSE,氮铝钛(TiAlN),高铝钛(AlTiN), PLUS,氮碳化钛(TiCN),氮碳化铬(CrCN)等各种超硬膜层,其涂层厚度可达到0.5~5um,故而您不用担心会给尺寸带来麻烦,并以好新工艺使产品具有良好的润滑、散热(干式),使工件寿命可增加10~50倍,可提高600%工作效力,从而降低生产成本。 主要客户群及相关镀钛产品: 1.切削工具:如钻头,铣刀,螺齿刀,拉刀,圆锯片,舍弃式刀片等工具。
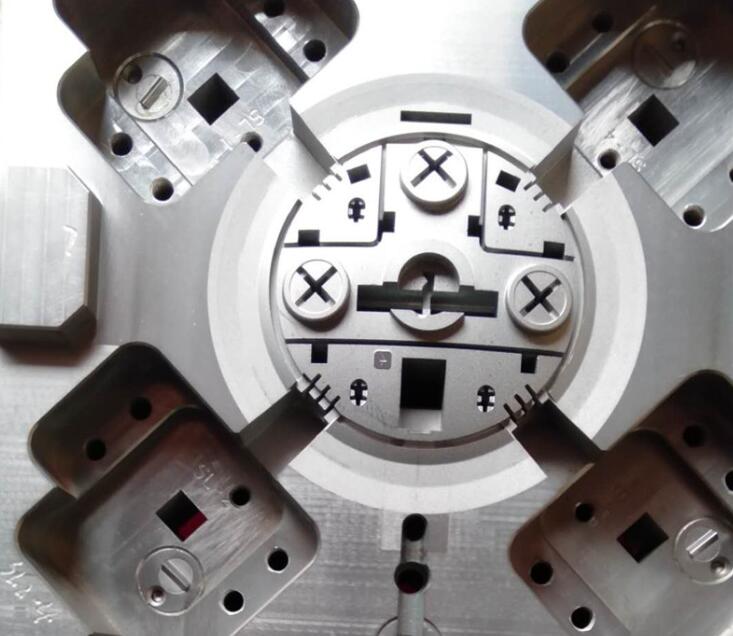
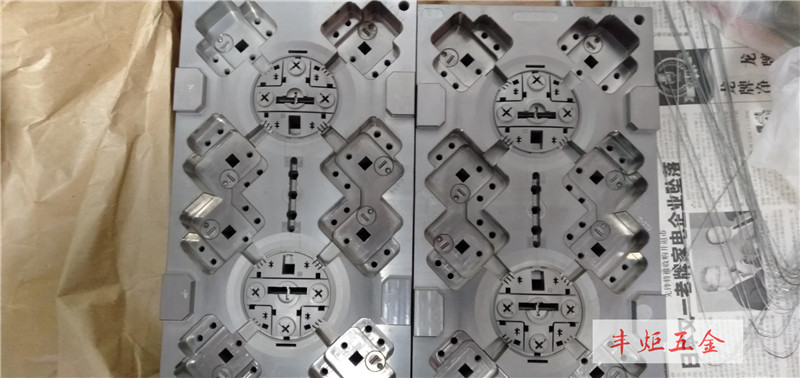
工件结构工件上不能有密闭的中空结构,因为密闭的空气受热后膨胀,其压力会引起爆裂。 工件上如果有细长孔、缝隙(如喷水钻的注水孔)等,孔内或缝隙不能阻塞,否则残留的油污等会影响镀膜(同理,压铸塑胶模具试模后,残留的胶料要清理干净)。 镶嵌件,如果可用拆分的,就拆开镀,然后再组合使用;如果不开拆分的,要**保证镶嵌内部不能有油污,否则会影响镀膜。 焊接件,要注意两个问题: ①焊接材料能否承受450℃高温而不熔化,一旦熔化,会造成焊接和**的异常;②工件的精度是否允许焊接处在承受450℃高温的变形量,否则不宜做涂层。
对于要求涂层的内孔,要求孔径≥孔深,否则不能保证内孔深处涂层厚度和质量。 为了保证使用重点面的涂层质量,客户须明确告知“使用重点部位”、“可镀可不镀的部位”、“一定不能镀的部位”,**不要为追求美观而要求全镀。工件表面状况工件一定要是已经过精加工,完全成型并且是可用的,涂层是所有制作工序中的**一道工序。 工件一定要做好防锈工作,如涂抹防锈油等。 工件表面不能做渗碳、渗氮、氧化、TD、喷漆、电镀等处理。
并非任何材料都可以选择高温回火,因为有些材料选择高温回火比低温回火得到的硬度值相差很多,甚至可能达到20HRC。 不同的材料,其热处理特性也是不同的。应如何选择适合的回火温度, 工件外形与镀面工件**尺寸: 细长件:长度≤1000mm; 圆柱形大模具,圆柱面未涂层重点:**尺寸≤Φ800*800mm; 板状大模具,板的一面为涂层重点:**尺寸≤800(长)*650(宽)*450(高)mm。 工件上必须有不需要涂层的部位(如柄部、孔、螺纹、台阶等),以便于涂层中用于支撑和固定工件。
镀层性能不同于基体金属,具有新的特征。根据镀层的功能分为防护性镀层,装饰性镀层及其它功能性镀层。 电镀时,镀层金属或其他不溶性材料做阳,待镀的工件做阴,镀层金属的阳离子在待镀工件表面被还原形成镀层。能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、光滑性、耐热性和表面美观。

欢迎来到东莞市清溪丰炬五金加工店网站,我公司位于素有“龙舟之乡、中国民间艺术之乡、举重之乡、粤剧之乡”之美誉,号为“世界工厂”的东莞市。 具体地址是陕西西安雁塔区公司街道地址,负责人是刘经理。
主要经营东莞市清溪丰炬五金加工店,位于制造名城东莞。主营业务有:模具镀钛 模具镜面抛光真空纳米纳米图层 模具抛光电镀 纳米陶瓷镀钛,咨询电话:*。
单位注册资金:人民币 10 万元以下。
你有什么需要?我们都可以帮你一一解决!我们公司主要的特色服务是:东莞电镀加工,东莞模具镀镍,模具镀钛等,“诚信”是我们立足之本,“创新”是我们生存之源,“便捷”是我们努力的方向,用户的满意是我们最大的收益、用户的信赖是我们最大的成果。
本页链接:http://www.cg160.cn/vgy-89306502.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于东莞市清溪丰炬五金加工店
商铺首页 |
更多产品 |
联系方式
东莞市清溪丰炬五金加工店,位于制造名城东莞。主营业务有:模具镀钛 模具镜面抛光真空纳米纳米图层 模具抛光电镀 纳米陶瓷镀钛,产品特性具有良好的绝缘、导热、防震、防滑、耐磨、耐高温、阻燃型,延长设备的使用寿命,耐燃型、环保,弹提供好的缓冲性,保护设备,提高设备的稳定性。 公司一贯提倡 “热情、周到、真诚、..
- 我要给“模具镀钛颜色 塘厦镇真空涂层”留言
- 更多产品










相关分类
- 药品加工
- 能源产品加工
- 纸加工
- 其他未分类
- 娱乐休闲产品加工
- 医疗器械加工
- 体育运动产品加工
- 成品鞋加工
- 保健用品加工
- 农副产品加工
- 安全、防护用品加工
- 纸品加工
- 办公文教用品加工
- 冶炼加工
- 家用电器加工
- 鞋材、鞋件加工
- 音像制品加工
- 石材加工
- 皮革加工
- 通讯产品加工
- 陶瓷加工
- 印刷加工
- 竹木加工
- 仪器仪表加工
- 化工产品加工
- 橡胶加工
- 纺织品加工
- 塑料加工
- 行业专用设备加工
- 食品饮料加工
- 书刊印刷加工
- 汽摩配件加工
- 玩具设计加工
- 金属加工
- 饰品加工
- 交通运输产品加工
- 五金工具加工
- 建材加工
- 玻璃加工
- 家居用品加工
- 喷涂加工
- 家电数码加工
- 包装产品加工
- 机械加工
- 激光加工
- 环保设备加工
- 模具加工
- 工艺礼品加工
- 服装加工
- 服装服饰加工
- 机械零部件加工
- 纺织加工
- 商业印刷加工
- 电子加工
- 包装印刷加工
- 电脑产品加工
- 服饰加工
- 电工电气产品加工
- 生活印刷加工
- 包装加工
- 卡类印刷
- 办公用品加工
- 特种印刷
- 安全防护用品加工
- 产品印刷加工






