- 产品描述
现在科学技术日新月异,自动化流水线技术在工业生产中也使用得非常的普遍了,并且在电子和机械制造等领域已经研究并生产出许多各种类型的自动化流水线,正是因为这些自动化流水线的飞速发展和广泛使用,提高了我们的生产效率及产品的质量、改善了工作的条件、降低了能源的损耗、节约了材料等等,在各方各面都获得了显著的效果。
在自动化装配流水线上,工人装配产品,要经过许多工序,而工序又可以划分为很多操作单元或工步,其中有些工步的顺序不能变动,是固定的;有些工步的顺序则不完全固定,可在以一定范围内进行调整。如何根据出产节拍和工步的顺序,将工步组合为工序,然后分配给各工作地,使整个装配流程顺利进行,没有停顿、等待和闲置现象,这就涉及到自动化装配流水线的时间平衡问题。
自动化装配流水线平衡是生产线平衡的一种,其实质上是工步与工序的编组问题,在理论上有求出优解的可能。但如果增加工步数目就会使编组数量急剧。因此自动化装配流水线的时间平衡是有效地求出解问题。
由于自动化装配流水线具有工序分解和工步合成的特点,因此,在进行时间平衡中遵循以下基本要求:
1、根据计划期产品出产数量确定节拍,并在此前提下把全部工步合理地组合为工序,使每个工序的单件时间不**过节拍时间,又不违反工步的先后顺序,并且使组合工序的数目尽可能少;
2、组合工序时,要符合工艺顺序,并考虑能否在一个工作地点进行
在自动化生产流水线要点的设计上,需要相关人员综合考虑各方面因素,运用科学的方法对自动化生产线上的各个环节进行信息搜集,并进行科学的分析,提出优化设计方案。在自动化生产流水线设计方案的优化过程中,预警功能也是重要一环。
自动化流水线自动运行时,在一件产品生产周期内,**过两倍的时间,设备无反应时(设备无任何动作及报警提示),要求设备报警提示,触摸屏显现故障信息要详细:具体哪站、哪个气缸、哪个检测信号。每种故障要有统计功能,维修人员可以知道设备运行状态。
如果设备有以下故障可能的,必须要有这项报警功能:
1、空压**设备额定工作气压(正常设定值不**0.5Mpa);
2、气缸不动作原点磁性开关不接通**过正常气缸一次行程2倍时间时设备报警并停机;
3、气缸动作原点磁性开关接通**过正常气缸一次行程2倍时间时设备报警并停机;
4、气缸不动作动点磁性开关接通**过正常气缸一次行程2倍时间时设备报警并停机;
5、气缸动作动点磁性开关不接通**过正常气缸一次行程2倍时间时设备报警并停机;
6、物料等待时间**过5秒设备需报警提示,工位缺料,三色灯黄灯闪烁提示;
7、分割器过载保护器过载动作时报警提示并停机;
8、安全门钥匙开关上锁状态下,安全门打开时要立刻停机并报警;
9、设备参数设置错误时要报警,如伺服到谋一位置值可以设置,如果该参数被设为0时要报警重设,如注油时间等。
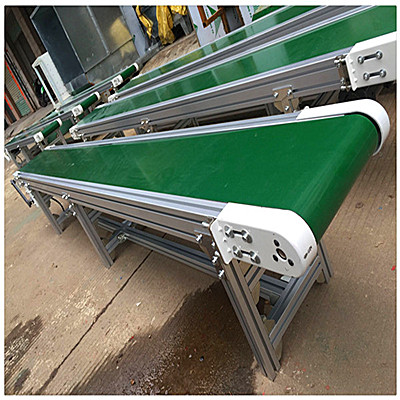
自动化流水线是在流水线和自动化各种专机的功能基础上逐渐发展形成的自动工作的机电一体化的装置系统。多功能自动化流水线通过自动化输送及其他装置,按照特定的生产流程,将各种自动化专机连接成一体,并通过气动、液压、电机、传感器和电气控制系统使各部分的动作联系起来,使整个系统按照规定的程序自动的工作,实现小多批次、小批量,且连续、稳定的生产出符合技术要求的特定产品。
自动生产流水线,使用RFID电子标签作为信息载体,以局域网、互联网为信息渠道,建立了一套完整的信息化管理系统,能够对整个生产线管理的每个环节进行全程的记录,实现在制品的自动识别和实时管理,从而实现对企业生产线上的物流和信息流的实时跟踪,提高企业生产管理的工作效率和服务水平。随着自动化流水线的广泛应用,发生故障也在所难免。因此,对自动化流水线的维修应采取两大方法:
1、同步修理法:在生产当中,如发现故障尽量不修,采取维持方法。使生产线继续生产到节假日,集中维修工、操作工,对所有问题,同时修理。设备在星期一正常全线生产。
2、分部修理法:自动生产线如有较大问题,修理时间较长。不能用同步修理法。这时利用节假日,集中维修工、操作工,对某一部分进行修理。待到下个节假日,对另一部分进行修理。保证自动生产线在工作时间不停产。另外,在管理中尽量采用预修的方法。在设备中安装计时器,记录设备工作时间,应用磨损规律,来预测易损件的磨损,提前更换易损件,可以把故障预先排除。保证生产线满负荷生产。
自动化流水线由工件传送装置连接起来具有统一控制装置的连续生产的自动化机械系统。在自动化流水线上,生产过程无人参与操作。人的使命仅在于监督、周期性调整和更换切削工具。自动化流水线已在机械、轻工 等许多方面得到应用,它可以完成零件的机械加工,还可以完成毛坯加工、金属热处理、焊接、表面处理、产品装配和包装等生产过程。采用自动化流水线能使全部生产过程保持高度连续性,并显著地缩短生产周期,减少工序间的在制品数量和简化计划编制工作,使产品的运输线路达到短的限度。
自动化流水线的工件传送装置有多种,其中同步齿形带就是其中之一。同步齿形带的截面为矩形,带的内环表面成齿形。与摩擦式带传动的结构不同的是,同步齿形带的强力层大多为钢丝绳,因此在承受载荷之后变形较小。在同步齿形带轮缘上也制成与带的内环表面相对应的渐开线齿形,并由渐开线齿形带轮采用展成加工而成,因此,带轮齿形的尺寸取决于其加工的尺寸。同步齿形带传动时有一根内周表面设有等间距齿的封闭环形胶带和具有相应齿的带轮所组成,带的工作面是齿的侧面。工作时,胶带的凸齿与带轮的齿槽相啮合,因而,带与带轮间设有相对的滑动,从而达到了主、从动论的同步传动。同步带传动有如下优点:
1、传动准确,无滑动,可获得恒定的速比。
2、传动平衡,能吸振,噪声小。
3、速比范围大,一般可达10m/s,允许的线速度达50m/s。
4、传动效率高,一般可达0.98,而普通三角带为0.95.
5、带的张紧力小,因而轴上压力减小,轴承寿命延长,也有利于提高同步带的寿命
6、结构紧凑,还适于多轴传动,不需要润滑,耐油耐潮,因而可在环境恶劣的场合下工作。



东莞市兴创机械设备有限公司前身成立于2012年,于2019年在东莞设立生产基地,公司位于有“世界工厂”之称的东莞市寮步镇,是一家集产品研发、生产、销售、服务为一体的综合性企业。公司主要生产经营:东莞输送带,深圳输送带,广州输送带,佛山输送带,惠州输送带,惠州流水线,广州流水线以及输送设备;产品广泛应用于电器、磨具、五金、塑胶、电子、陶瓷、玻璃、机械、工艺品、氧化等行业。公司坚持以“质量为先”“诚信为本”“以客为尊”的经营理念,不断加强和改善技术及生产设备;奉行“真诚合作”、“共同发展”的宗旨,竭诚为国内外客商提供较优良的品质、合理的价格、准确的交货期及较完善的售后服务。
欢迎来到东莞市兴创机械设备有限公司网站,我公司位于素有“龙舟之乡、中国民间艺术之乡、举重之乡、粤剧之乡”之美誉,号为“世界工厂”的东莞市。 具体地址是广东东莞寮步公司街道地址,负责人是谢先生。
主要经营传送带。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-88339464.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于东莞市兴创机械设备有限公司
商铺首页 |
更多产品 |
联系方式
东莞市兴创机械设备有限公司前身成立于2012年,于2019年在东莞设立生产基地,公司位于有“世界工厂”之称的东莞市寮步镇,是一家集产品研发、生产、销售、服务为一体的综合性企业。公司主要生产经营:东莞输送带,深圳输送带,广州输送带,佛山输送带,惠州输送带,惠州流水线,广州流水线以及输送设备;产品广泛应..
- 我要给“泉州流水线输送 皮带流水线”留言
- 更多产品