- 产品描述
啤酒制做是以大麦和大米为主要原料,辅之以啤酒花和鲜酵母,经较长时间的发酵酿造而成。生产过程是先将大麦制成麦芽。将麦芽粉碎与糊化的大米用温水混合进行糖化,糖化结束后立即过滤,除去麦糟,麦汁经煮沸定型后除去酒花糟,然后冷却与澄清。澄清的麦汁冷却至6.5-8.0℃,接种酵母,进行发酵。发酵分主发酵与后发酵,主发酵是将糖转化成和二氧化碳;后发酵是将主酵嫩酒送至后发酵罐长期低温储藏,以完成残糖的后发酵,澄清啤酒,促进成熟。经后发酵的成熟酒,经过滤或分离除去残余酵母和蛋白质。过滤后的成品酒,即生啤酒;杀菌后的啤酒即熟啤酒。
啤酒废水是属于较高浓度的有机污染废水,啤酒厂废水的主要来源有:麦芽生产过程的洗麦水、浸麦水、发芽降温喷雾水、麦槽水、洗涤水、凝固物洗涤水;糖化过程的糖化、过滤洗涤水;发酵过程的发酵罐洗涤水、过滤洗涤水;灌装过程的洗瓶、灭菌、破瓶啤酒;冷却水和成品车间冲洗地面水;生产、生活区的生活污水。废水呈黄褐色,主要含糖类、醇类有机物,其中在浸泡大麦过程中溶出戊糖、蔗糖、果胶、矿物盐及外皮中的纤维素、蛋白朊、单宁、苦味质等,而其他车间的外排废水除含糖类外,还含有多种、醇、维生素、酵母菌、啤酒花、纤维素、麦糟等有机物和少量无机盐类。因生产规模、设备和管理而异,一般啤酒生产废水的化学需氧量(COD)为1000-2500mg/L左右,生化需氧量(BOD)为600-1500mg/L左右。
污水的特点可概括如下:
1、属于较高浓度的有机污染废水,无毒有害,主要污染物易于分解,具有良好的生物可降解性,适合厌氧生物处理;
2、排污点多,且多为间歇式排放,水质水量波动性大,存在事故冲击;
3、啤酒污水是氮营养物(NH3)较低的污水,单纯的好氧生化处理工艺常发生污泥膨胀,影响出水水质。适合采用厌氧生物处理解决缺氮的问题。
4、啤酒污水排放量具有非常大的季节不均匀性,往往造成旺季超负荷运行而使水质不易达标;而淡季必须采用满负荷同样装置而使运行费偏高。适合采用厌氧生物处理和好氧接触氧化工艺的工艺组合,因为操作的灵活性,可以很好的解决上述矛盾。
二、工艺流程的确定
根据对国内外啤酒行业废水治理状况的调查与研究,啤酒行业废水治理主要采用以下几种方法:(1)采用清洁生产工艺,比如:做好酒糟的预分离,既可以减少污水处理的负荷,又能回收酒糟,用作饲料,提高经济效益;如回收废酵母泥制取调味品;(2)污水综合利用,例如污水处理后用于污泥脱水机滤布冲洗、锅炉房冲渣用水、冲洗地面和绿化,节省,减少水浪费。(3)在以上两种方法采用的前提下,进行废水的综合处理。
上个世纪八十年代以来,国内外对啤酒废水处理进行了大量的实验、研究和生产性应用,有相当成效。如在国外,由荷兰Lettinga教授研究开发的EGSB(上升式厌氧污泥床)技术、由丹麦Kruger开发应用的氧化沟技术等。在国内,对EGSB、水解酸化工艺、接触氧化工艺、SBR工艺、CASS工艺等诸多技术进行了生产应用,积累了经验。
对于啤酒废水来讲,目前国内处理方法主要有两大类,即物化法和生化法。物化处理主要在于废水中杂质、悬浮物的去除,方法有格栅、水力筛、转筛、沉淀、混凝沉淀或气浮、超滤、电解等。主要是利用向水中投加药剂,通过絮凝、沉淀达到去除污染物的目的;生化处理主要根据废水水质的不同,确定采用单一好氧或厌氧与好氧相结合的方
酒糟分离设备、酿酒业污水处理,酿造废水污水处理设备,酿酒厂酒糟分离脱水机结构特点:
1、转鼓等主要零部件采用耐蚀不锈钢制造;
2、输料螺旋采用防磨措施,可喷焊硬质合金保护层或镶装硬质合金耐片;
3、大长径比、高转速。具有多种角度的转鼓锥部结构;
4、可选用重负载、大传动比的摆线针轮、行星齿轮或液压差速器;
5、差转速及扭矩可随物料浓度、流量变化自动调节的微机控制系统;
6、带BD板的卧式螺旋沉降离心机,可对各种不同比例的初沉、活性污泥进行浓缩、脱水以及难分离的物料的分离。
酿酒厂污水处理设备工作原理:
悬浮液经进料管从螺旋体出料口进入转鼓,在高速旋转产生的 离心力作用下,比重较大的固相颗粒沉积在转鼓内壁上,与转鼓作相对运动的螺 旋叶片不断地将沉积在转鼓内壁上的固相颗粒刮下并推出排渣口。
分离后的 清液经液层调节板开口溢流出转鼓。螺旋体与转鼓之间的相对运动(即为差速 转)是通过差速器来实现的,其大小由辅电机来控制,从而实现了离心机对物 料的连续分离过程。
性能特点:主要部件采用碳钢或不锈刚制造。推料器采用耐磨措施,可镶装硬质合金耐磨瓦或堆焊硬质合金保护层。采用摆线针轮差速器、噪声小、承载能力强。单机结构紧凑,占地2-3平方米,运行平稳。能自动卸料、连续操作,工人只需操作动力柜便可,干净卫生。对物料的适应性广,能分离的固相粒度范围较广(0.005~2mm),在固相粒度大小不均匀时能照常进行分离。 加药情况视物料而定,一般情况下不用加药,节约成本。根据行业选择材料,离心机可选用304,316不锈钢材质制造,行业可采用防爆电机。
啤酒是继茶、碳酸饮料、牛奶、咖啡之后世界上第消费饮料。啤酒是以小麦芽和大麦芽为主要原料,并加啤酒花,经过液态糊化和糖化,再经过液态发酵而酿制成的。其酒精含量较低,含有二氧化碳,富有营养。我国已是啤酒生产大国,但生产过程中产生的废水需要经过设备处理之后才能排放。
啤酒厂废水分为两类:
1、原料麦的清洗,麦芽培养及旧瓶洗刷废水;主要废水来源,每利用1吨大麦约排出0.86m3废水,水中含有洗麦剂,pH10-13,呈强碱性。
2、酿造过程排出的废水,主要是来源于麦芽等的压榨和分离过程排出的清洗废水,水中BOD达130000mg/L,pH3-4,呈酸性。
平流式溶气气浮机是污水处理行业常用的一种固液分离设备,能够有效的去除污水中的悬浮物、油脂、胶类物质,是污水前期处理的主要设备。
气浮技术近年来广泛应用于给排水及废水处理中,它可以有效地去除废水中的SS,同时也能降低不可溶性COD。
啤酒厂废水处理设备特点:
1.PQF气浮装置为一体化设备,集反应器、池体、溶气罐、溶气泵为一体。大限度的节省了空间,采用半封闭或全封闭方式运行,全自动化操作,运行管理十分简单。
2.PQF气浮装置,根据气浮工艺的特点,设计了的管式混合反应器,使混合、反应均通过管道快速完成。同时部分溶气水直接加入到反应器中,微气泡参与反应凝聚从而产生“共聚作用”, 使气浮体快速长大,另外也变得更稳定。从实际应用效果看,这种方法不但可以节约药剂,同时也使混合反应效果更理想。
3.PQFF气浮装置采用斜板斜管分离系统,在较短的停留时间内(5~10min),固液分离,效果稳定,受原水波动影响较小。同时气浮池较高,占地面积更小。
4.PQF气浮装置采用的溶气系统和气水平衡控制系统,溶气罐的溶气效率高,罐内液位恒定,溶气罐的体积仅为传统溶气罐体积的六分之一。
5.PQF气浮装置采用专有溶气释放器,其释放出微气泡直径在一定范围内可控,同时其宽流道设计,使其堵塞。
6.PQF气浮装置具有完善的排渣、排泥、排砂系统,且采用全自动控制,使其不受人为操作的影响。
7.PQF气浮装置采用氮气溶气,解决了溶解氧含量超标导致腐蚀加速的问题。
1.5进出水水质指标
进水:含油量3000mg/L
出水:含油量10mg/L,悬浮物20mg/L
去除率:含油90%
溶气气浮机是目前效果好、应用广泛的一种气浮法,其基本原理是使空气在加压条件下溶于水,再将压力降至常压,是过饱和的空气以细微气泡的形式释放出来。
公司坚持科技、管理增效战略,以科技创新为动力,不断研发的新产品,以高新技术服务于客户,以优越的产品质量赢得客户的信赖。产品销往全国各地并出口东南亚、中东、俄罗斯等国家、在国际市场上形成了良好的企业形象和产品形象。
三志环保售后承诺:
1、严格按的要求,保证进度,保证质量完成项目。
2、凡是我方提供的所有材料以及整体工程,均实行 12 个月免费保修,该保修期自整体项目终竣工验收合格之日起计算。
3、凡属我方承包范围和内容的项目,我方在接
社会发展日新月异,酒厂制造业如雨后春笋般普遍开来,每天吆喝着喝酒的人们,在喝酒的同时,是否想到过酒厂污水的严重性?
所以随着酿酒厂的陆续开业,大型酿酒厂污水处理设备也随着市场的发展逐渐兴起,我公司设计生产的大型酿酒厂污水处理设备通常所用材料有玻璃钢与碳钢两种类型,在购买设备时需要问清我公司材料,在工艺及其他条件相同时,材料不同价格将有很大差异。
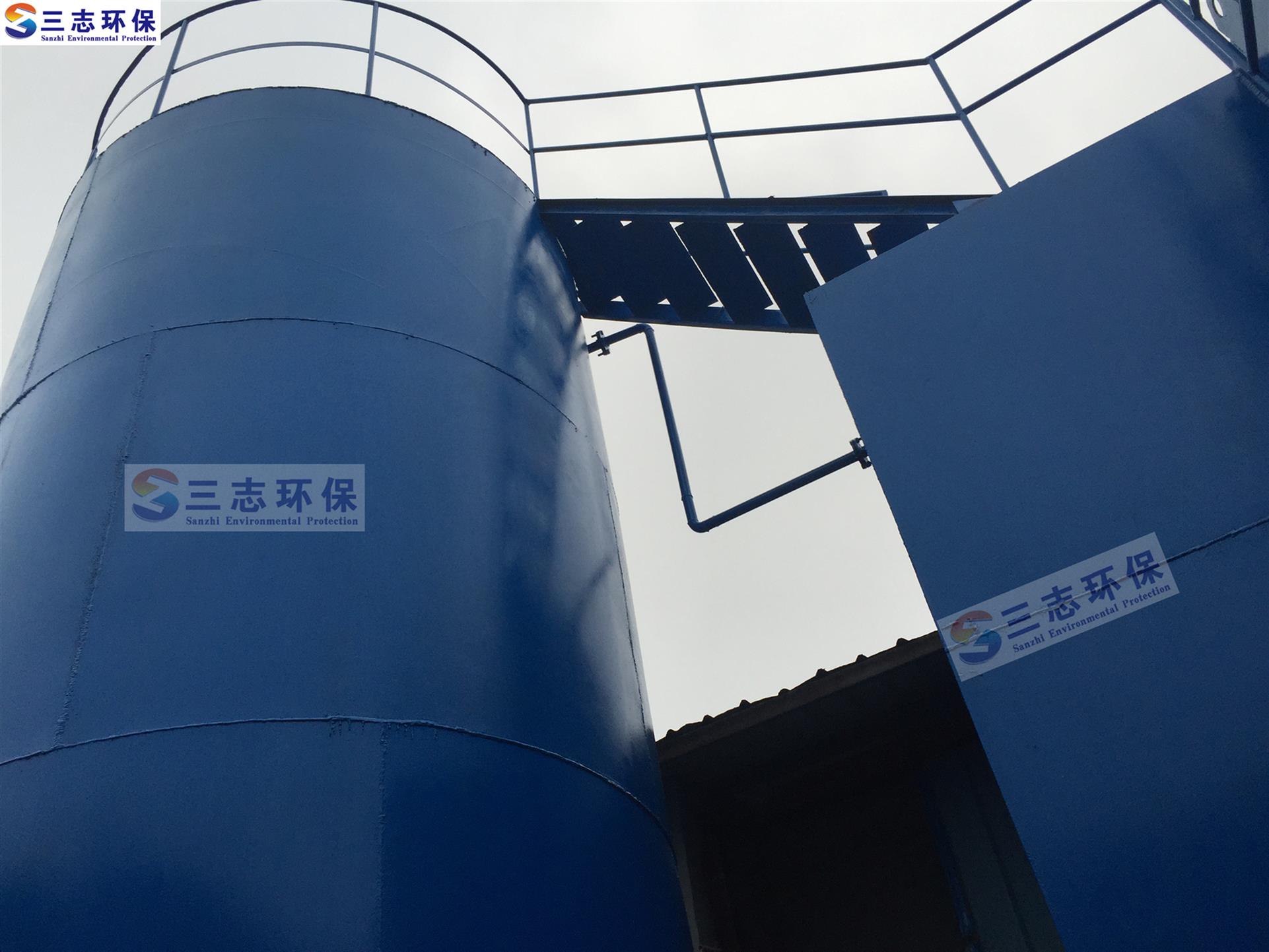
大型酿酒厂污水处理设备是一种以生物膜为净化主体的污水生物处理系统,充分发挥了厌氧生物滤池、接触氧化床等生物膜反应器具有的生物密度大、耐力强、设备埋于地表下,上面可以进行绿化,环境美观。整个设备一般不需要专人管理。.可以减少占地面积,设备上方可修建停车场等,无需建厂房等设施。动力消耗低、操作运行稳定、维护方便的特点,使得该系统具有很广的应用前景和推广价值。
该污水处理设备是一种模块化的污水生物处理设备,是一种以生物膜为净化主体的污水生物处理系统,充分发挥了厌氧生物滤池、接触氧化床等生物膜反应器具有的生物密度大、耐污能力强、动力消耗低、操作运行稳定、维护方便的特点,使得该系统具有很广的应用前景和推广价
贵州三志越禹环保科技有限公司座落于“避暑之都”、“林城”之美誉的贵阳市,公司将技术研发与创新作为立业之本,与南京各大高校在环保领域展开深入的合作,不断引入**的技术,并积极开展科学研究、技术开发和人才培养等方面的产、学、研合作,是一家依托高校环保专业技术平台,专业提供污水治理和大气治理的工艺设计、生产、安装及维护一体的环保企业。公司自成立以来,专业从事污水治理、大气治理、纯水处理以及软化水处理等领域的技术开发与应用,是一家集科、工、贸为一体的高科技环保企业。公司拥有专业的设计、施工团队和可靠的售后服务体系,公司凭借雄厚的资金、技术实力及完善的管理为客户提供优质的服务及**的产品。 公司主营业务:城镇污水处理工程、城乡自来水厂工程、生活污水、制废水、食品生产废水、实验室废水、医院废水、采矿废水、工业废水、畜禽养殖业废水、人工湿地处理系统、矿泉水和纯净水水厂工程、农村安全饮水工程等水处理工程。 公司制度完善、机构健全、技术力量雄厚,拥有一批专业的科研技术及管理专业人才,在环保行业获得广大客户的认可。能为客户提供良好的售前、售中及售后服务,并能根据用户的相关条件,可代为制定适宜的环保设备及配备方案,做到经济实用,优质高效。公司本着“科技兴企、人才兴企”的经营理念、“质量为先、诚信为本”的企业宗旨以及“立足贵州、布局、走向世界”的战略定位,服务于社会,回报于社会,尽心尽力做好环保事业。
欢迎来到贵州三志越禹环保科技有限公司网站,我公司位于风光旖旎,山中有城,城中有山,绿带环绕,森林围城,城在林中,林在城中”的具有高原特色的现代化都市—贵阳市。 具体地址是贵州贵阳公司街道地址,负责人是张森周。
主要经营屠宰污水处理设备。
本公司以高品质的工艺生产,有质量保证的前提下,赢得广大用户的信赖与支持。主营环保 水处理设备 污水处理成套设备 ,所有产品皆能享受质量保证,价格优惠,发货及时,规格齐全,非标定做。公司产品面向全国批发销售,货到验收付款,诚信有保证!
本页链接:http://www.cg160.cn/vgy-88252823.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 1万吨卷板仓-工程预算 国华仓储-使用寿命长 襄阳粪便干湿分离机哪家好 猪粪干湿分离机 河源中心供氧厂家 施工规范 南充工地洗轮机价格 盘锦美容院医用设备带价格 四川工地洗轮机报价单 自动洗轮机 巴中封闭式工地洗轮机价格 自动洗轮机 河南养老院集中供氧费用 年度保养 利普仓-建造工艺 国华钢板仓-售后有保障 绵阳干冰清洗机价格 凯驰高压清洗机 清远水检测实验 水检测费用 咨询到位 审核顺畅 咬口式卷板筒仓-设计规范 山东国华-使用寿命长
- 相关文章
- 黔西南医院污水处理设备规格 一体化污水处理设备 不占地表面积石家庄医院污水处理设备厂家 一体化污水处理设备 维护操作方便沈阳医院污水处理设备规格 一体化污水处理设备 不需采暖保温宁波医院污水处理设备电话 一体化污水处理设备 处理效果好天津医院污水处理设备规格 一体化污水处理设备 处理效果好黔东南医院污水处理设备规格 污水处理设备 不需采暖保温铜仁医院污水处理设备厂家 一体化污水处理设备 维护操作方便泉州医院污水处理设备规格 一体化污水处理设备 自动化运行毕节医院污水处理设备电话 一体化污水处理设备 不需采暖保温佛山医院污水处理设备厂家 一体化污水处理设备 不需采暖保温南京医院污水处理设备规格 一体化污水处理设备 性能稳定可靠佛山医院污水处理设备电话 一体化污水处理设备 不需采暖保温
关于贵州三志越禹环保科技有限公司
商铺首页 |
更多产品 |
联系方式
贵州三志越禹环保科技有限公司座落于“避暑之都”、“林城”之美誉的贵阳市,公司将技术研发与创新作为立业之本,与南京各大高校在环保领域展开深入的合作,不断引入**的技术,并积极开展科学研究、技术开发和人才培养等方面的产、学、研合作,是一家依托高校环保专业技术平台,专业提供污水治理和大气治理的工艺设计、生..
- 我要给“遵义酒厂污水处理公司 型号齐全”留言
- 更多产品