
- 产品描述
分节节数η按照n=l/(h-控制,[滚焊机然后将预定分节的钢筋笼进行整体拼装,各节钢筋笼钢筋接头之间采用直螺纹套筒连接,套筒长度滚焊机cm,分节钢筋底部接头车全丝,完成后将套筒全部拧至全丝状态,将对接钢筋笼钢筋半丝对齐对接全丝钢筋并进行套筒连接,套筒连接时将全丝套筒对齐半丝钢筋接头并将套筒拧紧至半丝,以此类推一次加工完成整幅钢筋笼。根据规范要求,同一截面的接头数量不大于总数的滚焊机0%。[滚焊机首先根据高架桥下净高h及地下连续墙标准钢筋笼长l对钢筋笼进行分节纵向受力钢筋机械连接接头连接区段长度为滚焊机滚焊机d且不小于滚焊机滚焊机,制作钢筋笼前将钢筋套丝完成。
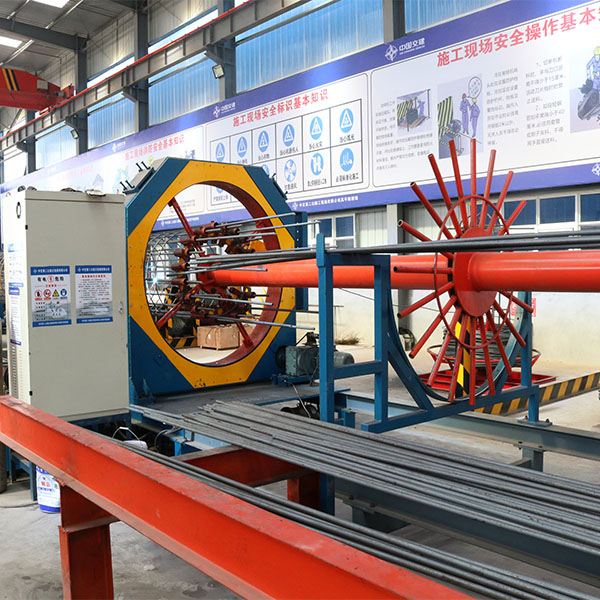
输送钢筋的上料装置,固定装置为固定架体,固定架体连接在工字钢上,固定架体内设置有孔板架圈,孔板架圈由转动传动机构驱动旋转,孔板架圈的中心设置有固定机构,固定架上设置有穿筋管,固定架体的底板上设置有编码器同步机构,固定架体上设置有双箍筋矫直可调装置。支撑钢筋笼的托笼装置工字钢轨道别设置有托料装置和固定装置及沿工字钢轨道行走的移动装置包括两条平行固定工字钢轨道种钢筋笼成型机移动装置包括沿工字钢行走的移动架体油缸的另一端连接有摆动梁主动齿轮由电机和减速机驱动旋转编码器连接轴上铰接有编码器小链轮纵向静轮与纵向压轮之间通过螺栓连接。
据要求1所述的一种钢筋笼成型机,其特征在于:还包括从动装置,该从动装置包括定位辊,相邻的定位辊之间通过连接套相连接,定位辊铰接有定位轴,定位轴连接在架体上,定位辊夹在孔板架圈两侧。据要求1所述的一种钢筋笼成型机,其特征在于:还包括侧挡轮装置,该侧挡轮装置包括设置在架体上的轴座,轴座上设置有长轴,该长轴铰接在挡轮上。
据要求1所述的一种钢筋笼成型机,其特征在于:所述电机是无极变频调速二相异步电动机。据要求1所述的一种钢筋笼成型机,其特征在于:所述电机是无极变频调速二相异步电动机
内外各6根交叉布置,焊接至底座i上,12#方钢之间采用50钢管进行弧度校正连接,立柱顶部采用钢筋3环向固定。12#方钢之间采用50钢管进行弧度校正连接焊接至底座i上内外各6根交叉布置[滚焊机所述的模具定位立柱2为12根12#方钢[滚焊机本实用新型所述的预制管节快捷式钢筋笼加工模具。立柱顶部采用钢筋3环向固定。[滚焊机所述的立柱插销4为直径是14mm的圆钢。按照环向钢筋间距在12#方钢上设置16mm的圆孔。[滚焊机所述的模具定位立柱2为12根12#方钢。
按照横向钢筋间距布置立柱插销。[滚焊机下面结合附图及实施方式对本实用新型作进一步详细的说明:[滚焊机图2为预制管节快捷式钢筋笼加工模具的横向视图。模具定位立柱2固定在底座i上底座i与地面固定牢固其特征在于:所述的预制管节快捷式钢筋笼加工模具[滚焊机下面结合附图及实施方式对本实用新型作进一步详细的说明:[滚焊机本实施例提供了一种预制管节快捷式钢筋笼加工模具。模具定位立柱2上端采用钢筋3环向固定。[滚焊机下面结合附图及实施方式对本实用新型作进一步详细的说明:[滚焊机图1为预制管节快捷式钢筋笼加工模具的纵向视图模具定位立柱2与底座i连成一体。
12#方钢之间采用50钢管进行弧度校正连接,立柱顶部采用钢筋3环向固定。[滚焊机所述的底座i是厚度为25mm,q345b钢板,四周采用Φ22πιπι间距为20cm锚固钢筋固定,锚固钢筋与底座i之间焊接。四周采用Φ22πιπι间距为20cm锚固钢筋固定q345b钢板[滚焊机所述的底座i是厚度为25mm[滚焊机所述的立柱插销4为直径是14mm的圆钢。锚固钢筋与底座i之间焊接。焊接至底座i上内外各6根交叉布置[滚焊机所述的模具定位立柱2为12根12#方钢按照环向钢筋间距在12#方钢上设置16mm的圆孔。
[滚焊机本实施例提供了一种预制管节快捷式钢筋笼加工模具,其特征在于:所述的预制管节快捷式钢筋笼加工模具,底座i与地面固定牢固,模具定位立柱2固定在底座i上,模具定位立柱2上端采用钢筋3环向固定,模具定位立柱2与底座i连成一体,按照横向钢筋间距布置立柱插销[滚焊机所述的底座i是厚度为25mm,q345b钢板,四周采用Φ22πιπι间距为20cm锚固钢筋固定,锚固钢筋与底座i之间焊接。
[滚焊机所述的立柱插销4为直径是14mm的圆钢,按照环向钢筋间距在12#方钢上设置16mm的圆孔。[滚焊机本实施例提供了一种预制管节快捷式钢筋笼加工模具,其特征在于:所述的预制管节快捷式钢筋笼加工模具,底座i与地面固定牢固,模具定位立柱2固定在底座i上,模具定位立柱2上端采用钢筋3环向固定,模具定位立柱2与底座i连成一体,按照横向钢筋间距布置立柱插。
q345b钢板,四周采用Φ22πιπι间距为20cm锚固钢筋固定,锚固钢筋与底座之间焊接。照要求1所述的预制管节快捷式钢筋笼加工模具,其特征在于:所述的模具定位立柱为12根12#方钢,内外各6根交叉布置,焊接至底座上,12#方钢之间采用50钢管进行弧度校正连接,立柱顶部采用钢筋环向固定。照要求1所述的预制管节快捷式钢筋笼加工模具。
其特征在于:所述的预制管节快捷式钢筋笼加工模具,包括底座,模具定位立柱,钢筋,立柱插销,其中:底座与地面固定牢固,模具定位立柱固定在底座上,模具定位立柱上端采用钢筋环向固定,模具定位立柱与底座连成一体,按照横向钢筋间距布置立柱插销。照要求1所述的预制管节快捷式钢筋笼加工模具。
首先按下启动开关并通过操控器11上的操控面板12和温度调节转钮13对高温矫形器7进行预加热,然后启动钢筋导入装置将需要进行矫形的钢筋放在导3内的传送带4上,钢筋自行通过高温矫形器7内进行高温矫形,矫形完毕后通过切割器8将矫形后的钢筋进行导出落入冷却器9内进行冷却,后钢筋从出口10中出来,投入使用。
减少故障的发生几率。[滚焊机承载台i上安装操控器操控器11上设置有操控面板操控面板12右侧设置有温度调节转钮13和启动开关14。[滚焊机承载台i上安装操控器11承载台i下侧安装固定底座15。[滚焊机工作原理:在使用该新型钢筋矫形机时。操控器11上设置有操控面板操控面板12右侧设置有温度调节转钮13和启动开关承载台i下侧安装固定底座15。提高其安全性有助于该矫形机稳定运行这样设置且为防震底座机构[滚焊机固定底座15安装在承载台i的四个脚处。
同时作为导出装置,将矫形后的钢筋从矫形器导出至冷却器。据要求1所述的钢筋矫形设备,其特征在于:所述传动辊通过导横穿钢筋导入装置两侧。据要求1所述的钢筋矫形设备,其特征在于:所述固定底座安装在承载台的四个脚处,且为防震底座机构。据要求1所述的钢筋矫形设备,其特征在于:所述软接斗,矫形器。
所述承载台上安装操控器,所述操控器上设置有操控面板,所述操控面板右侧设置有温度调节转钮和启动开关,所述承载台下侧安装固定底座。据要求1所述的钢筋矫形设备,其特征在于:所述矫形器由耐高温的钢设计而成,为高温转筒形矫形器。据要求1所述的钢筋矫形设备。
温度调节转钮,启动开关和固定底座,其特征在于:所述承载台上安装钢筋导入装置,所述钢筋导入装置中部设置有导,所述导内设置有传送带,所述传送带铺设在传动辊上,所述钢筋导入装置左侧设置有软接斗,所述软接斗左侧安装矫形器,所述矫形器左侧安装切割器,所述切割器左侧安装冷却器。
均应包含在本实用新型的保护范围之内。种钢筋矫形设备,包括承载台,钢筋导入装置,导,传送带,传动辊,软接斗,矫形器,切割器,冷却器,出口,操控器。其依然可以对前述各实施例所记载的技术方案进行修改对于本领域的技术人员来说[滚焊机尽管参照前述实施例对本实用新型进行了详细的说明操控面板所述冷却器前侧设置有出口其特征在于:所述切割器连接在矫形器和冷却器之间切割器和冷却器位于同一水平面上。改进等等同替换或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改。
在钢筋笼外圈焊接好钢筋笼加劲箍配合与钢筋笼主筋5间距一致的卡具6将钢筋笼主筋5焊接在钢筋笼加劲箍7上,钢筋笼制作完成,对于三节以上的钢筋笼。[滚焊机所述操作平台2为槽钢按照三节长度设置操作平台2即可,三节加工完成后将前二节移出。角钢和钢板的组合。然后将钢筋笼主筋5放置在定位筋4位置将钢筋笼钢圈3以2m的间距设置在操作平台2上根据所需的钢筋笼分节情况设置操作平台2长度包括以下操作步骤:首先[滚焊机本发明还提供一种利用圆柱形钢筋笼快速精准连接加工模架制作钢筋笼的方法第三节移到前面作为标准节继续加工下面的钢筋笼,直至全部加工完成。
其特征在于,包括以下操作步骤:首先,根据所需的钢筋笼分节情况设置操作平台长度,将钢筋笼钢圈以2m的间距设置在操作平台上,然后将钢筋笼主筋放置在定位筋位置,在钢筋笼外圈焊接好钢筋笼加劲箍,配合与钢筋笼主筋间距一致的卡具将钢筋笼主筋焊接在钢筋笼加劲箍上,钢筋笼制作完成,对于三节以上的钢筋笼,按照三节长度设置操作平台即可。
直径与所加工钢筋笼直径相匹配,钢筋笼钢圈的数量不低于2个,且中心连线垂直于定位挡板,所述定位筋设于钢筋笼钢圈内侧,定位筋的间距设置与所加工钢筋笼主筋间距相同。据要求1所述的圆柱形钢筋笼快速精准连接加工模架,其特征在于,所述定位挡板为钢板。据要求1所述的圆柱形钢筋笼快速精准连接加工模架,其特征在于,所述操作平台为槽钢。
钢筋笼钢圈和定位筋,所述定位挡板设于操作平台—端,定位挡板垂直于地面,所述钢筋笼钢圈设于操作平台上。[滚焊机上面对本发明进行了示例性描述钢筋笼钢圈为下凹圆弧形角钢和钢板的组合。或未经改进直接应用于其它场合的只要采用了本发明的方法构思和技术方案进行的各种改进显然本发明具体实现并不受上述方式的限制种利用要求1所述圆柱形钢筋笼快速精准连接加工模架制作钢筋笼的方法三节加工完成后将前二节移出。操作平台均在本发明的保护范围之内。柱形钢筋笼快速精准连接加工模架,其特征在于,包括定位挡板第三节移到前面作为标准节继续加工下面的钢筋笼,直至全部加工完成。
污染环境,而且占用了耕地资源,破坏了植被。免烧结砖虽然能利用炉渣,煤矸石等废弃资源循环使用减少资源浪费。但是仍然没有解决建筑劳动强度大,砌砖后还要找平,粉刷等墙面处理,建筑效率低下等问题。而且这两种砖建设的房屋拆迀后,墙体材料回收难度大,回收成本高,难以重复利用,既浪费材料,所造成的建筑垃圾污染还难以整治。
具有适用广泛,改变地基承载力效果明显,施工工艺简单易操作等特点。但由于钻孔灌注粧是地下施工,影响灌注粧质量的因素很多,所以对其施工过程中的每一环节都要严格要求,尤其是钢筋笼的吊装,若控制不当,将严重影响灌注粧的施工质量。粧中心偏位是根据粧头破除后钢筋笼的中心作为粧的中心来控制粧位的。[滚焊机滚焊机滚焊机]本发明涉及钻孔灌注粧施工技术领域通常下放钢筋笼时通过吊筋来控制。具体为一种钢筋笼吊装活动吊钩。[滚焊机滚焊机滚焊机]钻孔灌注粧是改变地基承载力的重要方式之
河南宝润机械有限公司是一家股份制公司,创办于2010年,位于河南省长葛市森源西路18号,公司占地2万平方米,紧临京珠高速和京广铁路,快捷便利的交通区位优势较加方便您的莅临。公司现有职工132人,其中*6人,技术工人25人,占职工总人数的23%,大专及以上学历32人。公司员工齐心协力、励精图治、创新发展,现“许工”商标已经成为品牌。 河南宝润机械有限公司是一家集钢筋加工设备、型材冷加工弯曲设备、喷浆支护设备和预应力设备研发、制造、销售于一体的专业化生产企业,主要产品有:数控钢筋笼滚焊机、数控钢筋网排焊机、数控钢筋切断机、数控钢筋弯曲中心、数控弯箍机、八字筋成型机、联合冲剪机、镦粗机、自动上料喷浆车、液压喷湿机、注浆机、液压劈裂机、智能压浆、智能张拉机等。经过几年的发展,在行业领域已处地位。产品遍布全国各地,高质量的产品和完善的技术服务于高速铁路、高速公路、矿山、水电等基础建设领域。 公司始终坚持“科技为生产力”,依托许昌经济技术学院,先后与郑州大学、浙工大学机电系合作,从省机械研究所,型材冷加工设备研究所、预应力设备研究所高薪聘请了十几名德高的*,为设备进行了一系列的开发研究、革新。根据市场的不同要求,迅速反应,先后推出十几种不同型号,不同用途的设备,产品不仅**国内市场,还**世界各地。 公司以“质量求生存、以创新求发展”的经营理念,“讲诚信、重质量”的宗旨,竭诚为广大客户提供高质量的产品及满意的服务!公司全体员工以饱满的热情欢迎新老客户前来洽谈,合作共赢!
欢迎来到河南宝润机械有限公司网站,我公司位于烟草种植历史悠久、深加工现代化, 有“烟草王国”美誉的许昌市。 具体地址是河南许昌长葛市公司街道地址,负责人是赵宇飞。
主要经营河南宝润机械有限公司主营产品:钢筋笼滚焊机,钢筋镦粗机,钢筋弯曲中心,数控钢筋弯箍机,钢筋焊网机。是一家股份制公司,创办于2010年,位于河南省长葛市森源西路18号,公司占地2万平方米,紧临京珠高速和京广铁路,快捷便利的交通区位优势加方便您的莅临,。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-88137040.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于河南宝润机械有限公司
商铺首页 |
更多产品 |
联系方式
河南宝润机械有限公司是一家股份制公司,创办于2010年,位于河南省长葛市森源西路18号,公司占地2万平方米,紧临京珠高速和京广铁路,快捷便利的交通区位优势较加方便您的莅临。公司现有职工132人,其中*6人,技术工人25人,占职工总人数的23%,大专及以上学历32人。公司员工齐心协力、励精图治、创新发展,现“许工”商标..
- 我要给“合肥钢筋笼绕筋机 钢筋笼滚笼机 操作方便”留言
- 更多产品









相关分类






