- 产品描述
吹塑机日常使用中经常会出现吹瓶变形的情况,下边简单介绍下几种不同情况的处理方法:瓶颈下有皱折的时候,一般是因为瓶颈处的瓶坯冷却不好,或预吹太晚,或预吹压力太低的缘故。瓶底发白的时候,一般是因为过分拉伸,或瓶坯太冷,或预吹压力太高,或预吹太早。上厚下薄的情况,一般是由于预吹太早,可以降低预吹压力,或减少气流量,或延迟预吹时间。下厚上薄的情况,一般是由于预吹太迟,可以增加预吹压力,或增大气流量,或提前预吹时间,苏州液压吹瓶参数。瓶底里面有折皱的情况,一般是由于预吹太晚,或流量太小,或压力太低,或底部温度太高的缘故。瓶底有放大镜现象的情况,一般是由于预吹太迟,或预吹压力太低,或瓶底料太多的缘故,苏州液压吹瓶参数。瓶子局部发白的情况,一般是由于过度拉伸,或发白处温度过低,或碰到拉伸杆,或预吹太早了的缘故。整个瓶浑浊的情况,一般是由于冷却不够的缘故。瓶底偏心的情况,与瓶坯温度,苏州液压吹瓶参数、拉伸、预吹、高压吹等情况都是可能相关的。螺杆在加料口产生吃料困难时,或沿着机筒长度不能形成足够的粘着力以输送物料,吹塑机螺杆会发生打滑现象。苏州液压吹瓶参数
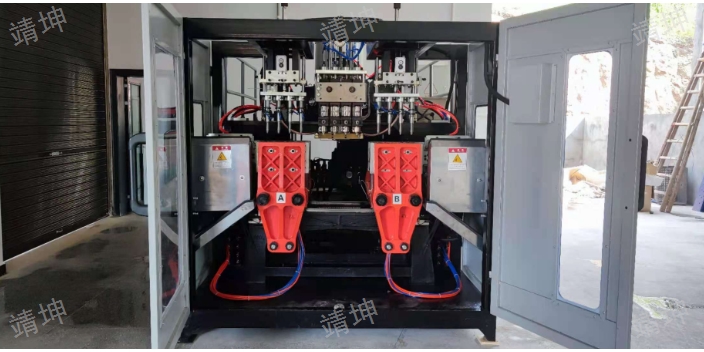
吹塑成型主要指中空吹塑,是借助于气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的方法,是发展较快的一种塑料成型方法,吹塑用的模具只有阴模,与注塑成型相比,适应性较强,可成型性能好、可成型具有复杂起伏曲线形状的制品。然而,经过分析发现,现有的塑料瓶吹塑成型有一步吹塑法和两步吹塑法,前者在吹塑过程中塑料瓶内侧壁的厚度较厚,极大的提升了制造成本,后者需要在两台机器中去完成,途中导致型胚凝固达不到理想的吹塑要求。技术实现要素:因此,为了解决上述不足,本实用新型在此提供一种塑料瓶用吹塑成型模具,分为两步吹塑但在一台机器中完成,可以控制塑料瓶内侧壁的厚度,极大的节约了制造成本,并且型胚不会凝固可以达到理想的吹塑要求江苏日用品吹塑维修吹塑成型的造价较低,所制品的生产成本也较低,中小型企业也能适用。
中空吹塑机在开机之前必须严格做好开机准备,其主要内容有以下八个小点:点:冷却料筒的冷却水必须全部打开,避免发生螺杆咬齿现象。第二点:预热液压油。如果在中空吹塑机油箱中的液压油温度过低,应马上开启加热器,—般大型机台上都有配备。第三点:按起动键再立刻停车,检查泵的运转方向是否正确,如发现不对应立即调换两相接引电机的电源线。第四点:机器开启应在液压系统无压的情况下进行。当开启之后再调节各泵的溢流系统的压力到安全压力。在大型吹塑机中往往有两部压力系统,一个是合模单元,另一个是吹塑单元,两个单元各有一个压力放空阀。泵停止后,此压力放空阀必须打开,当泵工作时,压力放空阀必须关闭。第五点:调整好所有行程开关的位置,使动模板远行开关畅通。第六点:关闭完全门。根据安全保护要求,机器在工作时所有安全门都应关闭。对大型中空吹塑机,打开安全门合模运动就会被制止:如果进而打开另一安全门时油泵就会停止。第七点:接通加热及温度调节系统。第八点:安装模具。在安装模具之的必须清理干净模具表面和与中空吹塑机模板的接触面。
吹塑机的特征优点是:螺杆中心轴及汽缸由38CrMoAlA铬、钼、铝合金经氮处理制成,具有高厚度、耐腐蚀及耐磨损等优点。模头镀铬,螺杆心轴结构使卸料更均等平滑,更好地完成吹塑薄膜。复杂的吹膜机结构使得输出气体更为均匀。提升机组采用方形框架平台结构,提升框架高度可根据不同的技术需求自动可调。卸料设备采用去皮旋转设备及中心旋转设备,并采用力矩马达调整薄膜平滑度,便于操作。运作原理:在吹塑薄膜生产过程中,薄膜厚薄均匀度是一个很关键的指标,其中纵向厚薄均匀度可以通过挤出和牵引速度稳定性加以控制,而薄膜横向厚薄均匀度一般依耐于模头精密制造,且随着生产工艺参数变化而变化,为了提高薄膜横向厚薄均匀度,须引进自动横向厚薄控制系统,常用控制方法有自动模头(热膨胀螺丝控制)和自动风环,这里主要介绍自动风环原理与应用。新模具吹塑成型之前或机台更换其他模具生产时,试模是必不可少的部分。
吹塑机生产范围广之前的吹塑机可以生产的产品比较单一,数来数去就那么几种,但今时不同往日,如今的吹塑机可以说是神通广大了,小到可以生产各种瓶瓶罐罐,大到可以生产各种工业容器、交通设施、环保设施等,应用的领域也越来越多。一台吹塑机可以生产多种不同的制品,通过更换不同的模具就可以实现,我们如果想要生产不同的制品,只需要购买不同的模具,不需要重新购买设备,模具的成本可比整台设备的成本要低的多。当然,如果要实现生产不同制品,要确保制品的工艺参数,大小规格都不会是相差太多的。如果想用生产瓶瓶罐罐的设备去生产好几千升的塑料桶,那肯定是无法实现的。注塑机主要有注塑注射机、挤出机、吹塑机三大类,占塑料机械总产量的80%以上,吹塑机占50%以上。立式吹瓶供应商
吹塑机可以生产什么产品呢?比如说各种瓶子、罐子、桶、壶、中空座椅、矿泉水瓶、还有异形中空制品。苏州液压吹瓶参数
造成吹塑机螺杆损坏的原因:螺杆在机筒内转动,物料与二者的摩擦,使螺杆与机筒的工作表面逐渐磨损:螺杆直径逐渐缩小,机筒的内孔直径逐渐加大。这样,螺杆与机筒的配合直径间隙,随着二者的逐渐磨损而一点点加大。可是,由于机筒前面机头和分流板的阻力没有改变,这就增加了被挤塑物料前进时的漏流量,即物料从直径间隙处向进料方向流动量增加。结果使挤出机生产量下降。这种现象又使物料在机筒内停留时间增加,造成物料分解。如果是聚,分解产生的氯化体加强了对螺杆和机筒的腐蚀。物料中如有碳酸钙和玻璃纤维等填充料,能加快螺杆和机筒的磨损。由于物料没有塑化均匀,或是有金属异物混入料中,使螺杆转动扭矩力突然增加,这种扭矩超出螺杆的强度极限,使螺杆扭断。这是一种非常规事故损坏。苏州液压吹瓶参数
义乌市靖坤塑胶制品有限公司致力于橡塑,是一家贸易型公司。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下吹塑机,注塑机,日常用品深受客户的喜爱。公司秉持诚信为本的经营理念,在橡塑深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造橡塑良好品牌。靖坤塑胶制品凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。
义乌市靖坤塑胶制品有限公司成立于2020年05月12日,注册地位于浙江省义乌市廿三里街道大岭村里大岭68-69号一楼;经营范围包括一般项目:橡胶制品制造;橡胶制品销售;塑料制品销售;塑料制品制造;日用品销售。
欢迎来到义乌市靖坤塑胶制品有限公司网站,我公司位于中国十佳宜居城市之一—金华市。 具体地址是浙江金华义乌市公司街道地址,负责人是刘欣。
主要经营吹塑机|注塑机|日常用品|。
单位注册资金:人民币 10 万元以下。
公司供应吹塑机|注塑机|日常用品|等产品,始终坚持“用户至上、质量第一”的原则,愿以同类产品中更优惠的价格、更上乘的质量、更快捷的方式,为广大用户提供更完美的服务。如果你对我们的产品感兴趣,快快来电咨询订购!
本页链接:http://www.cg160.cn/vgy-87879980.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“苏州液压吹瓶参数 义乌市靖坤塑胶制品供应”留言
- 更多产品

遵义自粘胶膜防水卷材源头好货 推荐咨询 贵州敢创建材供应
河南脱色活性炭生产厂家 真诚推荐 河南霖森活性炭供应

宿迁抗压挤塑板怎么样 金华市浩明挤塑板科技供应

东莞医疗业土壤调查诚信合作 服务为先 广东苏辰生态环境科技供应

山东批发伏特加哪些好 欢迎来电 烟台海市葡萄酒供应

奉贤区costco验厂介绍 值得信赖 上海科祥企业管理咨询供应

温州包装机行业 杭州沃肯机电设备供应
河南净化盲板经销商 苏州奇硕节能科技供应

河北区盛兴斋肉制品礼包好吃吗 天津市至美斋食品供应
裕华区的三维扫描仪公司有哪些 欢迎来电 河北庄水科技供应

河北工业全氟聚醚脂什么牌子好 福建省威凯新材料供应







