- 产品描述
当压瓦机打开时,可以用手按住彩钢板结束进入压瓦机的推送的任务,一旦发现彩钢板出现阻挠或许进不去的情况要及时的关闭掉压瓦机,等将彩钢板调整顺利以后再次按照原进程进行操作。
收料的时分不要用手去拽它们,让它们主动落下然后在用手来收回就可以了,假设它没有结束压型,用手拽的话会致使后面的彩钢板出现不一样的形状,这样的话就因小失大了。
在长期使用下,蹲放机器的地基是否有坍陷导致机器左右不水平,出现这样问题需要用水平尺把机器水平找好,地基加固。
水平正常的情况下看一下压瓦机上料架,上料架是否歪斜,换彩钢卷的时候有时不注意会把上料架装歪。
以上两点都没问题那就看一下辊压轮是否在一趟线。
使用彩钢瓦设备的理由有许多,紧要的有几个方面需要考虑:
一、尽量降低生产成本
利用冷弯成型生产线进行生产,其成本一样会少于其它的生产手段,冷弯成型生产与冲孔,冲缺口,压花纹,焊接,胶粘,涂漆,打包及其它的方法相组合能进一步减少生产成本,同时幸免每道工序之的搬运和存货,也大的降低了成本。
二、增加成型产品的出售量,增加生产能力,扩大生产规模,当一种现有产品在折弯成型,冲压成型,焊接,挤压或购置的数量达到一定的程度,那么提高产品利成冷弯成型设备是节俭的捷径,既减少了劳动力和原材料的投入成本,又幸免的额外设备的投入。
三、新型冷弯设备的引入,彩钢琉璃瓦冷弯成型设备的使用,可以大的改善生产,产出率更好,收益循环的更快,使您的成本在短的时间,获得回报和收益。同时新设备的引入也能达到一些特别的生产要求,如高张力或特别材的产品,或生产不同长度,宽度的产品。
角驰压瓦机螺母是否拧紧,左右机箱内应加足润滑机油,各部件运动是否协调,正常后才能安装模具,安装模具时,切断电源,用手工搬动电动机皮带或大齿轮,使工作台转位,并使滑座上升到高点,好用一物件支撑在工作台及滑座底面之间,以座自然下落,造成事故。用这种方法生产的压瓦机表面可不喷密封剂,不作任何表面处理,且色泽鲜艳,达到琉璃瓦的光洁度,也不易生苔藓,色彩寿命与整体色彩瓦相近。
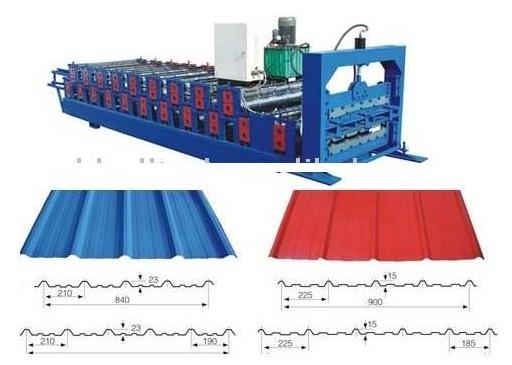
我们都知道压瓦机属于冷弯辊压成型机械,主要是通过辊压将彩钢板压制成所需要的尺寸、形状。机器整个的工作时通过动力组带动辊压轴,利用辊压成型轮将厚度的彩钢板辊压成型。
而想要压厚板的话则需要将间隙调大一点。板的厚度则要刚好能穿过压瓦机辊压成型轴之间的距离,不然间隙太小则压瓦机运行吃力或者不走板的情况。如果太大则会出现成型效果差的情况。
虽然看似压瓦机调整间隙容易,但稍有不慎可能会出现其他问题,比如跑偏、尺寸不符等情况,建议当需要调整的时候直接联系厂家,这样才能有效保证压瓦机的正常运行。
压瓦机也称为彩钢瓦设备,是各建筑工地、厂房、影剧院等场所常用的彩钢板的成型设备,可按用户对所压彩钢板的花纹、尺寸等进行定制。压瓦机的调试也是项很重要的工作,需要由技术人员进行现场操作。
角驰压瓦机工作中应注意的问题如下:
1.请先启动电机空转,然后观察其是否正常。
2.将角驰压瓦机放在两块板的相交处,调节两侧支脚的高度,并注意滚轮是否处于待压位置。
3.正常情况下,压板的弯曲宽度为11-15mm,否则角驰压瓦机容易取下。
4.两个板的交叉点可以紧紧地扣在一起并且不能分开,否则机器很容易分开。
5.启动角驰压瓦机,用户将跟随机器。如果前两个板已断开连接,请在启动机器之前先停止机器并压平面板。
6.由于角驰压瓦机是一次成型,因此在压制过程中阻力很大。为了电动机的使用寿命,请每30分钟使机器停止5分钟。
7.在使用和运输过程中,注意不要损坏滚筒。严禁用钝器敲打滚筒。
8.长时间不使用时,所有零件均应进行油润滑并包裹以防止漏水。
压瓦机设备不平衡的大小能否满足任一种旋转系统的需要,若不能从机器制造厂适当解释,将无法解决:若某机械的轴伸较长或挠性大。由生产压瓦机机器的制造厂来确定。建议各机器制造厂在提供其设备的同时,也拟订好适当的平衡度等;
压瓦机不平衡状态会引起出瓦跑偏,轻载轴承也会引起的压瓦不平衡状态,具有悬臂转子或悬臂负荷的机械装置。
压瓦机电气控制系统是不是用的正规厂家生产的,因为电气非常重要,它决定了您的机器每一个生产环节都要由它来控制与完成,原材料选购决定机器的是否容易变形和使用寿命。
我公司是冷弯成型设备及自动成套生产线的制造商,年来一直从事钢结构用屋面板及墙面压型板设备的生产,产品从普通屋面板、墙面板成型机到现在已发制造出十几个系列的压型板生产线,完能满足钢结构建筑的需要,产品有隐藏式屋面板成型机,夹芯复合板生产线系列,屋面板、墙面板成型机系列,双层彩钢瓦成型机系列,琉璃瓦成型机系列,角驰压瓦机系列,C/Z型钢设备系列,楼承板成型机系列,广告扣系列,卷帘门成型机系列,拱形设备系列,车厢板机系列,止水钢板成型机系列,高速护栏成型机系列,折弯机、剪板机系列,彩钢扣板机,快速液压导柱压瓦机系列,高空作业压瓦机系列,辅其他助设备系列等产品,产品质量有证,欢迎前来选购。
欢迎来到泊头市金辉压瓦机械厂网站,我公司位于西煤东运新通道的出海口和冀中南、鲁西北以及晋陕和内蒙古等西部地区对外开放的桥头堡—沧州市。 具体地址是河北沧州泊头市公司街道地址,负责人是张欢。
主要经营彩钢翻新胶。
公司常年供应二手设备,有需要的客户,欢迎选购,可以先进行测试,测试满意后,我们再进行交易。
本页链接:http://www.cg160.cn/vgy-87780408.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于泊头市金辉压瓦机械厂
商铺首页 |
更多产品 |
联系方式
我公司是冷弯成型设备及自动成套生产线的制造商,年来一直从事钢结构用屋面板及墙面压型板设备的生产,产品从普通屋面板、墙面板成型机到现在已发制造出十几个系列的压型板生产线,完能满足钢结构建筑的需要,产品有隐藏式屋面板成型机,夹芯复合板生产线系列,屋面板、墙面板成型机系列,双层彩钢瓦成型机系列,琉璃瓦成..
- 我要给“河南信阳如何选购 压瓦机角驰设备 报价表”留言
- 更多产品


















