- 产品描述
螺旋钢管的常用标准一般分为:SY/T5037-2012(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-2012(国标、也叫石油天然气工业输送钢管交货技术条件diyi部分:A级钢管(要求严格的有GB/T9711.2B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-2008(桩用螺旋焊缝钢管)。
SY/T5037-2008是石油部设标准一般都称做部标
GB/T9711.1-2008国家螺旋管,石油天然气工业输送钢管,A级
一般低压流体输送用螺旋缝高频焊钢管(SY5039-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。
桩用螺旋焊缝钢管(SY5040-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管
L245(B)、L290(X42)、L320(X46)、L360(X52)、L390(X56)、L415(X60)、L450(X65)、L485(X70)、L555(X80)
L290NB/MB(X42N/M)、L360NB/MB(X52N/M)、L390NB/MB(X56N/M)、L415NB/MB(X60N/M)、L450MB(X65)、L485MB(X70)、L555MB(X80)。
承压流体输送,用螺旋缝埋弧焊钢管SY5036-2000,主要用于输送石油、天然气的管线;
承压流体输送用螺旋缝高频焊钢管SY5038-2000,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;
一般低压流体输送备注:规格材质可定做。
沧州龙都管道有限公司是生产销售螺旋钢管,螺旋管,螺旋焊管大型企业之一,经过多年发展,在沧州地区形成了较大的规模,公司从美国引进的林肯自动双丝、双面埋弧焊螺旋管生产线七条,年产φ219-φ3500mm,壁厚5mm-25mm,材质为Q235A、Q235B,B20#,Q345,16Mn,L245,L290,L360,L485及X42—X80的螺旋焊管30万吨。
我公司生产大口径螺旋钢管全部采用SY/T5037-2000、GB/T9711.1-1997标准和APISpec5L标准产品广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。、大口径排污螺旋钢管、螺旋钢管厂家。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.主要生产流程如下:(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。(9)采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管头三根要进行严格的shou检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
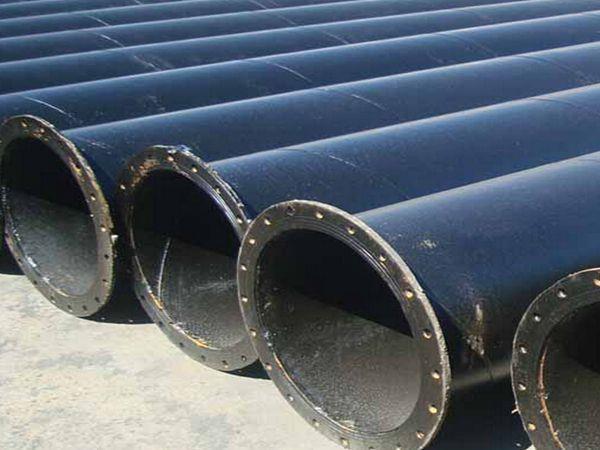
大口径国标螺旋钢管是一种笼统的叫法,一般是指直径大于1米的螺旋钢管。螺旋钢管是用钢带经过弯曲成型,然后经焊接制成。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为12米,常要求定尺交货。大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其预防措施是很有必要的。
问:螺旋钢管怎么配法兰 怎么连接?
钢制管法兰配合的钢管外径分为Ⅰ、Ⅱ两个系列。
Ⅰ系列——国际通用系列(俗称英制管);
Ⅱ系列——国内通用系列(俗称米制管)。
螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
问:钢管采用焊接和法兰连接各有什么特点?
法兰连接就是把两个管道、管件或器材,先各自固定在一个法兰盘上,然后在两个法兰盘之间加上法兰垫,后用螺栓将两个法兰盘拉紧使其紧密结合 起来的一种可拆卸的接头。用途这种连接主要用于铸铁管、衬胶管、非铁金属管和法兰阀门等的连接,工艺设备与法兰的连接也都采用法兰连接。法兰连接的主要特点是拆卸方便、强度高、密封性能好。安装法兰时要求两个法兰保持平行、法兰的密封面不能碰伤,并且要清理干净。法兰所用的垫片,要根据设计规定选用。连接方式法兰分螺纹连接(丝接)法兰和焊接法兰。
沧州龙都管道有限公司是华北大型钢管生产企业,座落于大的管道装备制造基地河北省沧州市,位于盐山开发区。京沪铁路、京沪高速、石黄高速、津汕高速、104、307、205国道分布于周边或穿与境内,地理位置得天*厚,交通运输较为方便。公司占地面积24354平方米,其中厂房占地面积12000平方米,注册资金3200万元,拥有员工180名,其中中**职称技术人员26名。 公司拥有多条国内**的双面埋弧焊螺旋钢管生产线、大口径直缝钢管生产线。全部采用**的生产设备及美国林肯自动埋弧焊机,并配备了在线数字超声波探伤仪、静水压试验机、X射线实时成像机等完备的质检仪器检测。其主导产品是:Φ219mm-Φ2620mm,壁厚6mm-50mm的双面埋弧焊螺旋钢管;Φ325mm-Φ1620mm,壁厚6mm-60mm的大口径直缝钢管;产品严格执行GB/T9711.1-1997、SY/T5037-2000、GB/T3091-2001等标准。材质为Q235、Q345B(16锰)、10#钢、20#钢、L245、L290、L360、X45等钢级。 公司根据客户不同要求,可承担钢质管道的单层和双层熔结环氧粉末(FBE)、双层聚乙烯(2PE)、三层聚乙烯(3PE)、双层聚丙烯(2PP)、三层聚丙烯(3PP)、环氧煤沥青防腐涂料等管道外防腐工程,以及IPN8710高分子防腐涂料防腐、水泥砂浆管道内壁防腐等管道内涂层的防腐工程。防腐执行DIN30670、DIN30671、SY/T4013-2002、SY/T0315-97标准,年防腐加工能力100万平方米。 公司产品广泛应用于石油天然气、化工、电力、**、造船、造纸、供热、给排水、水电站、打桩、桥梁、钢结构等管道工程领域。产品销往全国28个省、市、自治区,并出口东南亚和中东等和地区,在国内外市场享有很高的信誉。 我们本着诚实守信的经营理
欢迎来到沧州龙都管道有限公司网站,我公司位于西煤东运新通道的出海口和冀中南、鲁西北以及晋陕和内蒙古等西部地区对外开放的桥头堡—沧州市。 具体地址是河北沧州盐山县公司街道地址,负责人是郭之祥。
主要经营内外涂塑钢管。
我司主要供应:建材 管材管件 金属管材 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-86402027.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于沧州龙都管道有限公司
商铺首页 |
更多产品 |
联系方式
沧州龙都管道有限公司是华北大型钢管生产企业,座落于大的管道装备制造基地河北省沧州市,位于盐山开发区。京沪铁路、京沪高速、石黄高速、津汕高速、104、307、205国道分布于周边或穿与境内,地理位置得天*厚,交通运输较为方便。公司占地面积24354平方米,其中厂房占地面积12000平方米,注册资金3200万元,拥有员工180名..
- 我要给“西宁法兰焊接钢管厂家 服务范围”留言
- 更多产品