- 产品描述
砌筑铸石板需要注意哪些事项
衬砌时,采用在铸石板材背面刮浆揉挤法操作,结合层胶泥厚度以3~5mm为宜,胶泥应饱满,揉压应用力均匀,以将胶泥挤出板缝为度,相邻板缝(平缝和竖缝)宽度控制在3~5mm,冒出板缝的胶泥随时用刮片刮平即可,不必另行勾缝。若铸石内衬贴于平面的下表面,可支设托板来定位。对较复杂结构的衬砌,应根据基层的几何尺寸对板材预排预选,合理错缝,对不规则处在提出铸石板加工计划时应铸造成异形板在立面或斜面上铺贴时,要由下向上进行,并应注意采取防止因胶泥没有强度时块材向下微滑移的措施,耐磨铸石板整体面的做法,可采用以铸石碎屑加塞缝的方法起定位效果,并适当提高胶泥稠度,以保证砌块不走样、不变位。衬里设备下面的支承基础,应根据建筑计算,要考虑到设备本体及衬里的重量。2、硬化型胶泥可以在很长的时间甚至几十年的时间内保持使用前的原有状态。
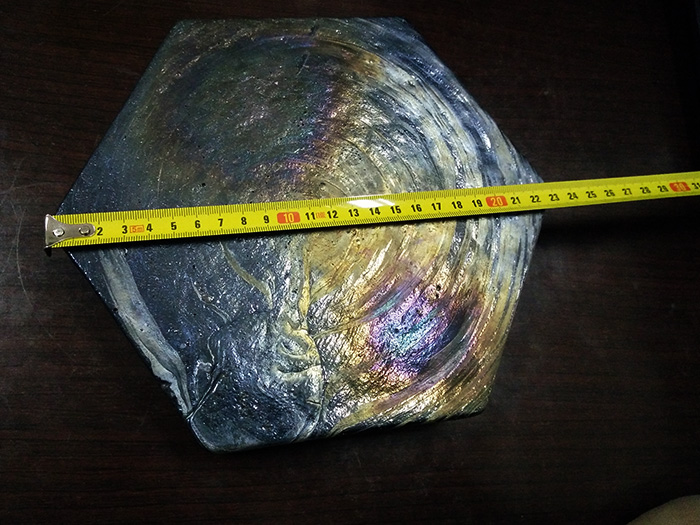
玄武岩铸石板特点玄武岩铸石特点:单一原料、低温熔化、快速结晶、快速退火。
(1)单一玄武岩原料:因蓬莱玄武岩与铸石化学成份非常相近,故不需添加任何辅助材料即可生产出性能优良、符合标准的玄武岩铸石制品。
(2)低温熔化:熔化温度由过去配料工艺的1500℃降到1300℃左右,低温熔化不仅延长了熔窑的使用寿命,使粘土质耐火材料摆脱了监界温度状态下的工作条件,熔窑的寿命可延长六倍以上,而且低温熔化也降低了10%左右燃料。
(3)快速结晶:岩浆在管材离心机内四分钟左右即可完成结晶成型,岩浆在板模内经二分钟凉板时间即可完成结晶过程,随即脱模进行退火。较配料生产分别缩短结晶二分钟。
(4)快速退火:89年快速退火窑的建成,使用铸石的退火时间由原来的100小时缩短到目前的33小时,大缩短了产品的生产周期,满足了用户定货时间要求。
在铸石板镶板开始进行衬里工作之前,应检查一下各种主要材料:衬板、耐酸粉、酸、水玻璃是否都已齐备,并检查是否符合技术条件。耐酸胶泥的硬化程度,决定于硅胶的析出和脱水程度。如果脱水过程进行得不充分,则凝胶在某些情况下,就会重新溶解。因此,已衬里的设备在开始操作之前,须用酸处理之。在运送酸溶液时(否认距离多大),应利用专门的托运装置,而且对装有酸的坛子,应装在牢固的筐内。“不许用水或碱溶液试验设备”是因在试验中温度高而时间又长,在这样条件下,玄武岩铸石板用什么胶贴,不和碱溶液是会破坏耐酸胶泥的组织的。为此,须在4~5昼夜内将浓度为60Be的酸往接缝上蘸涂3次。每次蘸涂之前,须擦去结晶状的。接缝在未经充分干燥前不要过早蘸涂,耐磨铸石板的浇砌要求,而应在设备操作前5~6天蘸涂。如操作时设备会受到浓酸的作用时,设备即不必预先用酸处理。衬里的设备在使用前要用浓度为10~20%的酸溶液洗煮6小时,铸石板,通以蒸汽,使稀酸温度逐渐高。“操作前允许在常温下用水清洗设备”,是因已在酸洗之后,在常温和短时间的清洗条件下,不会破坏耐酸胶泥组织。92×10-6995%-98%H2SO4≥98%1020%H2SO4≥94%1120%NaOH≥98%12水力磨阻试验结果过水面光滑。在操作前用水清洗设备的目的,是为了清除酸洗后沉淀物。于常温保持2小时,由30~40℃保持2小时,后在40~60℃保持2小时(如条件不足时,用10~12%酸喷洒侧壁2次,其间隔为2~3小时)。将废酸放出后,用以清水冲洗,即可开始使用。露天环境下使用的铸石板内衬耐酸工程,铺砌铸石板前尚应在基层上涂刷与胶泥相溶的防腐涂料一度,养护期内还应将贴好的铸石灰缝进行酸化处理(涂刷40%~70%酸1或2遍),以提高强度和耐蚀性,确保工程质量。
铸石板-新江化工免费施工-玄武岩铸石板用什么胶贴由宁津县新江化工有限公司提供。行路致远,砥砺前行。宁津县新江化工有限公司致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为塑料板(片、节)、棒具有竞争力的企业,与您一起飞跃,共同成功!













公司主营产品:铸石板、微晶铸石板、压延微晶板、煤仓衬板、**高分子量聚板材、UHMW-PE板材、PE板材、HDPE板材,抗静电PE板、高耐磨板、煤仓衬板、料仓衬板,压延微晶板,铸石板等。**高分子聚UHMW-PE护舷贴面板,码头防冲板。**高分子聚UHMW-PE异型件:耐磨套,托辊,滚轮,轴套,滑轮,耐磨块,PE棒材。船舶、港口用**高分子工程塑料合金MGE,MGA,MGB等改性MC尼龙制品,尼龙板材,尼龙棒材,尼龙轴套,尼龙滑轮,齿轮。稀土纳米强化工程塑料,港口机械配件:耐磨套,托辊,滚轮,轴套,滑轮,尼龙滑轮,尼龙轴套,耐磨块。公司以“不断创新,用户至上,精益求精”的诚信经营理念,较好的为用户赢得经济效益。目前新江人正孜孜不倦的敬业精神和为实现实业富国强民、构建和谐社会的宏伟目标而努力奋斗!
欢迎来到宁津县新江化工有限公司网站,我公司位于自古有“九达天衢”、“神京门户”之称的德州市。 具体地址是山东德州公司街道地址,负责人是孙经理。
主要经营宁津县新江化工有限公司为您提供铸石板,压延微晶板,微晶铸石板,煤仓衬板,**高分子量聚板,充分满足您的需求。找关于铸石板,压延微晶板,微晶铸石板,煤仓衬板,**高分子量聚板的内容找宁津县新江化工有限公司。
单位注册资金:人民币 100 万元 - 200 万元。
本公司产品处国内领先地位,产业规模属国内一流水平,产品独具特色,规格齐全,质量保证体系规范。欢迎来订购,谢谢!
本页链接:http://www.cg160.cn/vgy-86294769.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 芜湖油模温机 性能稳定 贵州4D空气纤维床垫源头生产厂家 可水洗 空气纤维材料 树脂瓦机器价格 销售PVC合成树脂瓦设备批发 嘉兴TPU空气纤维材料源头生产厂家 透气 POE4D空气纤维 晓星中流动M330A塑胶原料 M33FG8A 模垢改善 徐州4D空气纤维床垫源头生产厂家 可水洗 空气纤维材料 铝塑板保护膜|压花铝板保护膜|全新原料 生产厂家 超丰塑机 生产厂家树脂瓦生产机器厂家 M710F 玩具内部关节部件 晓星中流动M330A塑胶原料 艾成机械 塑料石塑板挤出生产设备 提供配方支持 河北树脂瓦机器 哪家PVC合成树脂瓦设备生产 M930F M332AJ2JY POK座椅阻尼器原料
- 我要给“铸石板-新江化工免费施工-玄武岩铸石板用什么胶贴”留言
- 更多产品