
- 产品描述
1、注塑机
注塑机的工作原理与用的器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料入闭合好的模腔内,经固化定型后**制品的工艺过程。
成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。
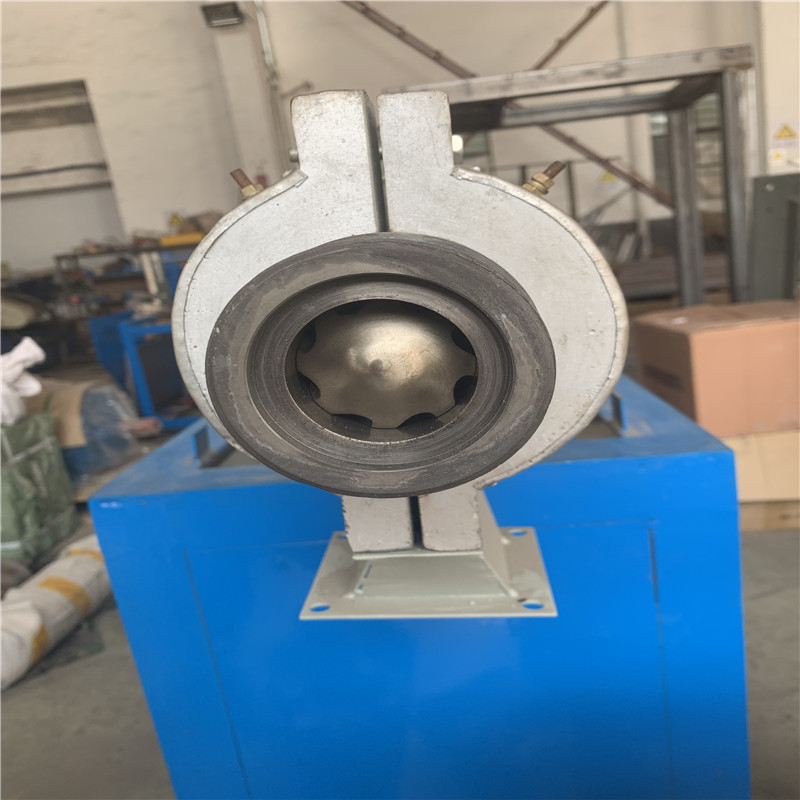
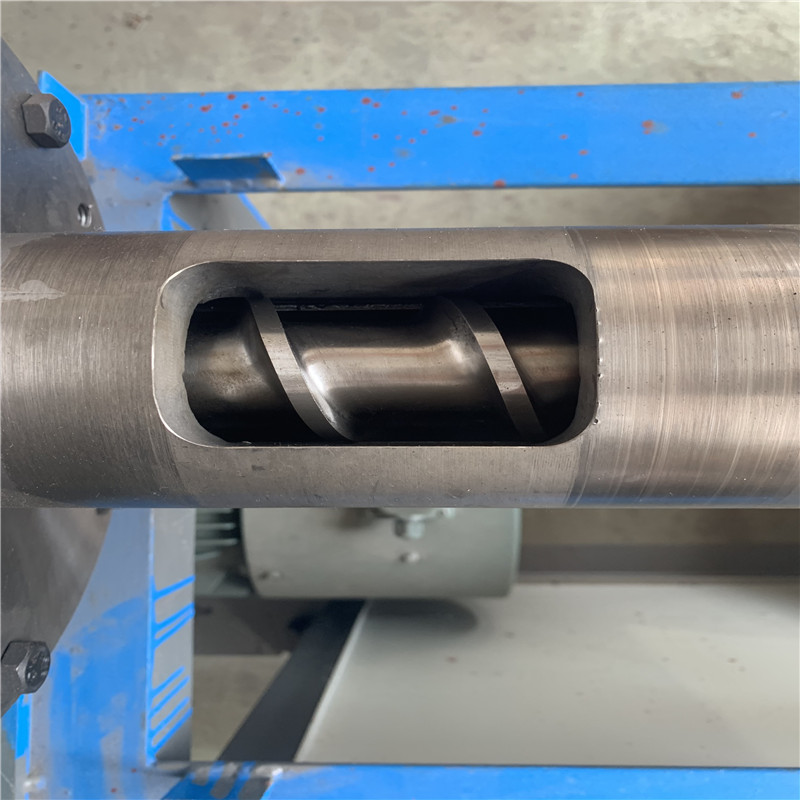
2、挤出机
单螺杆一般在有效长度为三段,按螺杆直径大小 螺距 螺深确定三段有效长度,一般按各占三分之一划分。
料口后一道螺纹开始叫输送段:物料在此处要求不能塑化,但要预热、受压挤实,过去老挤出理论认为此处物料是松散体,后来通过此处物料实际是固体塞,就是说这里物料受挤压后是一固体象塞子一样,因此只要完成输送任务就是它的功能了。
另一个重要的部分是塑料挤出机的驱动机构。它控制螺杆的旋转速度,螺杆的旋转速度决定着塑料挤出机的产量。所需的功率由聚合物的粘性(流动阻力)决定。而聚合物的粘性取决于温度和流动速率,随着温度和剪切力的增加而下降。塑料挤出机都带有滤网,能将杂质阻挡在滤网上。为避免停工,滤网应能自动更换。当加工带有杂质的树脂时,比如回收料,这一点特别重要。挤塑机的螺杆分进料段,塑化,熔融段,温度根据塑料粒子的工艺参数,型号按螺杆直径分20、36、52、65、75、95、120、135。塑料颗粒加热后由螺杆的运动来改变原来的状态,类型就很多了,看具体应用。变频的容量跟螺杆的直径成正比,再根据原料的不同调整。
成型原理:
塑料挤出机的挤出方法一般指的是在200度左右的高温下使塑料熔解,熔解的塑料再通过模具时形成所需要的形状。挤出成型要求具备对塑料特性的深刻理解和模具设计的丰富经验、是一种技术要求较高的成型方法。
挤出成型是在挤出机中通过加热、加压而使物料以流动状态连续通过口模成型的方法,也称为“挤塑”。与其他成型方法相比,具有效率高、单位成本低的优点。
挤出法主要用于热塑性塑料的成型,也可用于某些热固性塑料。挤出的制品都是连续的型材,如管、棒、丝、板、薄膜、电线电缆包覆层等。此外,还可用于塑料的混合、塑化造粒、着色、掺合等。
挤出的产品可称为“型材”,由于横截面形状大多不规则,因此又称为“异型材”
主要有四个方面:模头、冷辊、电晕、在线同步。 模头:进口模头与国产模头都用的比较多,不是进口的就一定比国产的好。因为进口模头的要求很高,设计流通时,根据料的流动性设计。进口模头采用高品质的料,生产的产品质量也非常好。使用进口模头并不代表能生产高品质的膜,商品质的产品需要整条线的配合。现在随着各行业的提高,国产模头加工设备在材质、热处理、电镀各方面**了巨大进步。近十年内,国产设备基本都采用国产模头。近年来有些产品开始配置进口模头,但还是以国产模头为主。 冷辊:很多人以为国产机开不快是模头及机械设计有问题,其实辊也是一个关键问题,国内的流延辊的厚18mm ,国外的厚在8mm ,流延膜忽冷定型...

无锡市源硕尔机械有限公司 无锡市源硕尔机械是一家研制生产或改造PVC热收缩膜吹膜机组设备(保护膜设备)平吹机,tpu挤出机的厂家我们坚持”质量、诚信为本、服务社会”的经营宗旨,以“市场为导向、安全为基石、质量为保证、客户为中心、发展为根本”的经营理念一直为社会各界提供优质诚信的服务。以真诚奉献来积极回鐀社会。树立良好的企业形象,**了良好的经济效益及社会效益。我们坚信“服务创造**”。愿与您协手共创未来!
欢迎来到无锡市源硕尔机械有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡惠山区公司街道地址,负责人是王小敏。
主要经营立式平吹吹膜机。
“因为专注,所以专业”,我公司将一如既往的倾尽公司全体员工的心血为您生产优质的产品。欢迎新老客户来电垂询。
本页链接:http://www.cg160.cn/vgy-85978485.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于无锡市源硕尔机械有限公司
商铺首页 |
更多产品 |
联系方式
无锡市源硕尔机械有限公司 无锡市源硕尔机械是一家研制生产或改造PVC热收缩膜吹膜机组设备(保护膜设备)平吹机,tpu挤出机的厂家我们坚持”质量、诚信为本、服务社会”的经营宗旨,以“市场为导向、安全为基石、质量为保证、客户为中心、发展为根本”的经营理念一直为社会各界提供优质诚信的服务。以真诚奉献来积极回鐀社..
- 我要给“莆田口罩PP熔喷布挤出机电话”留言
- 更多产品


















