- 产品描述
江阴市昭瑞钢板有限公司为国内重工装备企业做特厚钢板配套下料加工业务。
钢板切割的操作工艺在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。
根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定。在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心以—mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
钢板切割方法有哪些?
钢板切割方法:1、剪板机切割;2、仿形机切割;3、水切割;4、线切割;5、数控火焰切割;6、数控等离子切割;7、激光切割。
钢板加工厂家在选购切割设备的时候还要考虑到板材的常规厚度,虽然薄厚板之间只是厚度上的差异,但是切割设备使用不当的话还是会导致各类切割问题的发生。那目前有没有一种设备是可以保证薄板和厚板切割都实现效果的。经过不断的试验发现,只有轻型龙门数控等离子切割机才有这样的功能。
我们知道,针对薄板一般都是采用等离子切割,才能得到的切割质量。而中厚板的话,则需要使用火焰切割工艺,以保证切割的安全性。也就是说,只要在轻型龙门数控切割机上安装双机头,就可以使等离子切割和火焰切割同时存在,并根据不同的需要灵活转换,这样不管是薄板还是厚板,都能由一台设备进行加工,提高工作效率的同时也减少的成本投入。在缺乏深入了解和全面知识的基础上,用户们对钢板切割的很多方面还存在有误差,特别是在使用的切割工艺和切割设备上。
在一些用户的意识中,就认为等离子切割要**传统的火焰切割,但事实并非全部如此,只是因为我们在对设备的认识上存在偏差。那这种偏差是怎么造成的呢。原因有很多,比如一方面由于等离子切割机的成本相对比较高;另一方面是因为火焰切割机作业的材料有限制,而等离子切割机在这一块并不存在这样的问题,等等。这些都使得用户片面的认为它的切割质量也会较胜一筹。无论是火焰切割机还是等离子切割机,它本身的精度有多高,用其切割出的零件的精度都会有误差存在,这是切割机的切割工艺所决定了的,所以设备本身的精度并不是非常重要。
钢板的零切割是合理使用小东西。事实上,它与普通的钢材差别不大。但是,由于板切割不仅可以单使用,而且可以使用相对坚固的钢板。非常好的切割,然后非常合理的使用。这种切板技术适用于火焰切割和等离子切割,作为切割过程的切割方法。它主要有以下几个阶段板材切割准备阶段钢板应由质量部门检查,其他指标需要符合国家的相应规定。冲裁前应检查钢板的等级,厚度和表面质量。例如,钢板表面的腐蚀深度大于不允许在产品中使用的钢部件的国家标准负公差。
检查切割设备和工具切割设备包括数控火焰切割机,数控等离子切割机和半自动切割机。切割阶段开始自动切割时,钢板需要悬挂气割平台,然后调整板两端与导轨之间的距离差mm内;在半自动切割时,应将导轨放置在切割板的表面上,然后将切割机轻轻放在导轨上。制作侧面操作的割炬,根据板的厚度选择喷嘴,使操作员可以调整切割的直线度和速度。在过去的七年中,钢板数控切割技术的发展加速了。版本的HD机器是与他们合作的CNC机器的完全集成。
为用户提供性价比的产品,是我们永远的追求。
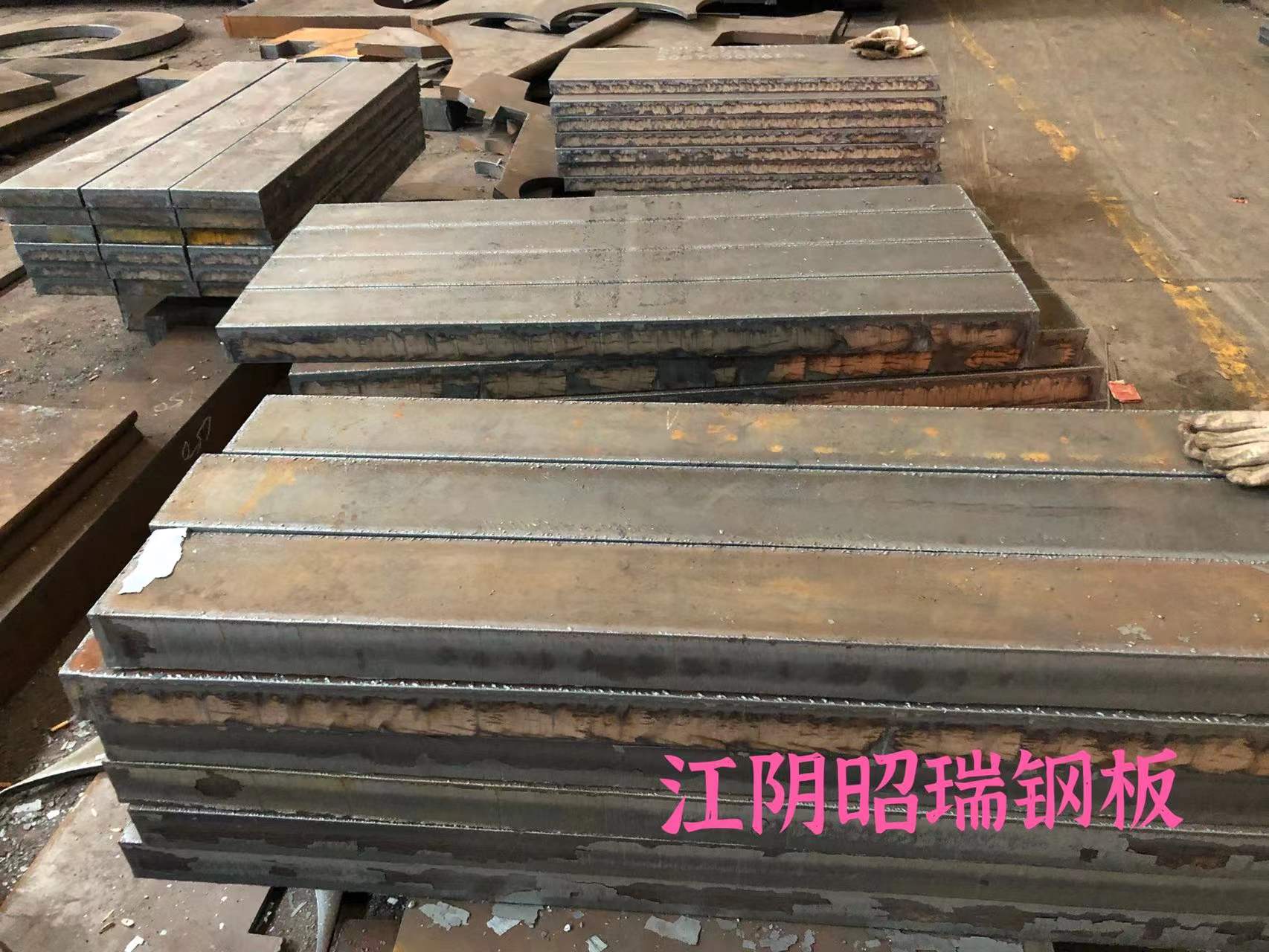


江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:钢铁 建筑钢材 低合金板 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-85800543.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“甘肃耐磨钢板切割”留言
- 更多产品