- 产品描述
江阴昭瑞钢板有限公司主营中厚板钢板切割、特厚板钢板下料、异形件钢板零割、轴承座切割下料等钢板加工,从事钢板加工行业已12余年,具备数名工作人员以及多台数控加工设备,质量保证可靠稳定。
在实践中,切割速度应根据所用切割喷嘴的性能参数,气体类型和纯度,钢材料和厚度进行调整。切割速度直接影响切割过程的稳定性和切割部分的质量。假设不可能人为地增加切割速度以提高生产能力和减慢切割速度以地改善切割部分的质量,并且仅切割部分的质量可能劣化。
切割速度太快会导致切割部分出现凹陷和渣渣等质量缺陷,这可能构成切断悬挂;切割速度太慢会导致插头的上边缘熔化和塌陷,下边缘会变圆。在切片的下半部分用水冲洗切割深槽凹坑,依此类推。在正常火焰切割过程中,切割氧气流量与垂直切割氧气流量稍微偏移,相应的偏移量称为后部阻力。当速度太低时,没有后拖,并且在工件下方的切削刃处的火花束在切削方向上偏移。如果割炬的工作速度提前,则火花束将在相反方向上偏移。当火花束与切割的氧气流平行时,认为切割速度是正常的。
哪种切割方法适合厚板切割?
从角度来看,火焰切割设备的成本不是很高,在切割厚板时,其经济性能良好,但用于切割薄板时,并未显示出其在使用中的优势由于这种切割方法,热影响区相对较大,热变形较大。因此,在钢板切割过程中,如果加工材料是厚金属板,则适合使用火焰切割。只有一种方法可以切割不锈钢板吗。不锈钢板的切割在钢板切割过程的范围内,这也是常见且经常进行的工作。但是,切割方法的选择和确定取决于不锈钢板的面积,厚度和切割要求。如果不锈钢板的厚度大于50mm,则使用火焰切割,并且薄的不锈钢板是等离子切割。另外,如果切割要求相对较高,则可以使用激光切割。?如果钢板切割过程采用激光切割,那么钢板厚度的上限是多少。钢板加工人员,其职业名称称为铆接或粉碎金属制品。切割钢板,首先切割并衬里,然后切割。在钢板切割工艺中,当使用激光切割方法时,钢板厚度的上限为50mm。
切割面粗糙
一、切割氧压力过高;二、割嘴选用不当;三、切割速度太快;四、预热火焰能量过大;
切割面缺口
一、切割过程中断,重新起割衔接不好;二、钢板表面有厚的氧化皮、铁锈等;三、切割机行走不平稳;
切割面内凹
一、切割氧压力过高;二、切割速度过快;
切割面倾斜
一、割炬与板面不垂直;二、风线歪斜;三、切割氧压力低或嘴号偏小;火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。为了切割准确有效,操作人员需要拥有高**技术才能在切割过程中及时回避金属板的热变形。
现在,随着大功率等离子切割技术的成熟,切割厚度已**过mm,扩大了数控等离子切割和切割的规模。火焰切割器钢板的切割速度对应于钢在氧气中的燃烧速度。
在数控火焰切割机的实际生产中,切割速度应根据所用切割喷嘴的性能参数,气体类型和纯度,钢板材料和厚度进行调整。切割速度直接影响切割过程的稳定性和切割部分的质量。如果要人为地提高切割速度以提高生产效率并使用减速切割速度来优化切割质量,则无法做到,切割部分的质量只会恶化。切割速度太快会导致切割部分出现凹痕和熔渣等质量缺陷,从而导致切割结束。较慢的切割速度将导致切口的上边缘熔化和下垂,下边缘变圆,以及切割部分的下半部分。一些带有水射流的深沟槽出现等等。数控火焰切割机的预热处理是完成切割火焰温度控制的直接方法。在我国大多数数控火焰切割机的工作模式中,控制系统的时间设计一般需要控制切割火焰的温度。传统火焰切割方法与数控技术的结合使得数控火焰切割机在市场上得到较广泛的应用。在实际加工和使用中,考虑到火焰切割加工板厚度的巨大差异,许多公司无法准确掌握数控火焰切割机在不同材料和厚度下的速度设定。钢板切割和抛光的好处在钢板切割过程中,为什么需要抛光自由边缘。
我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。

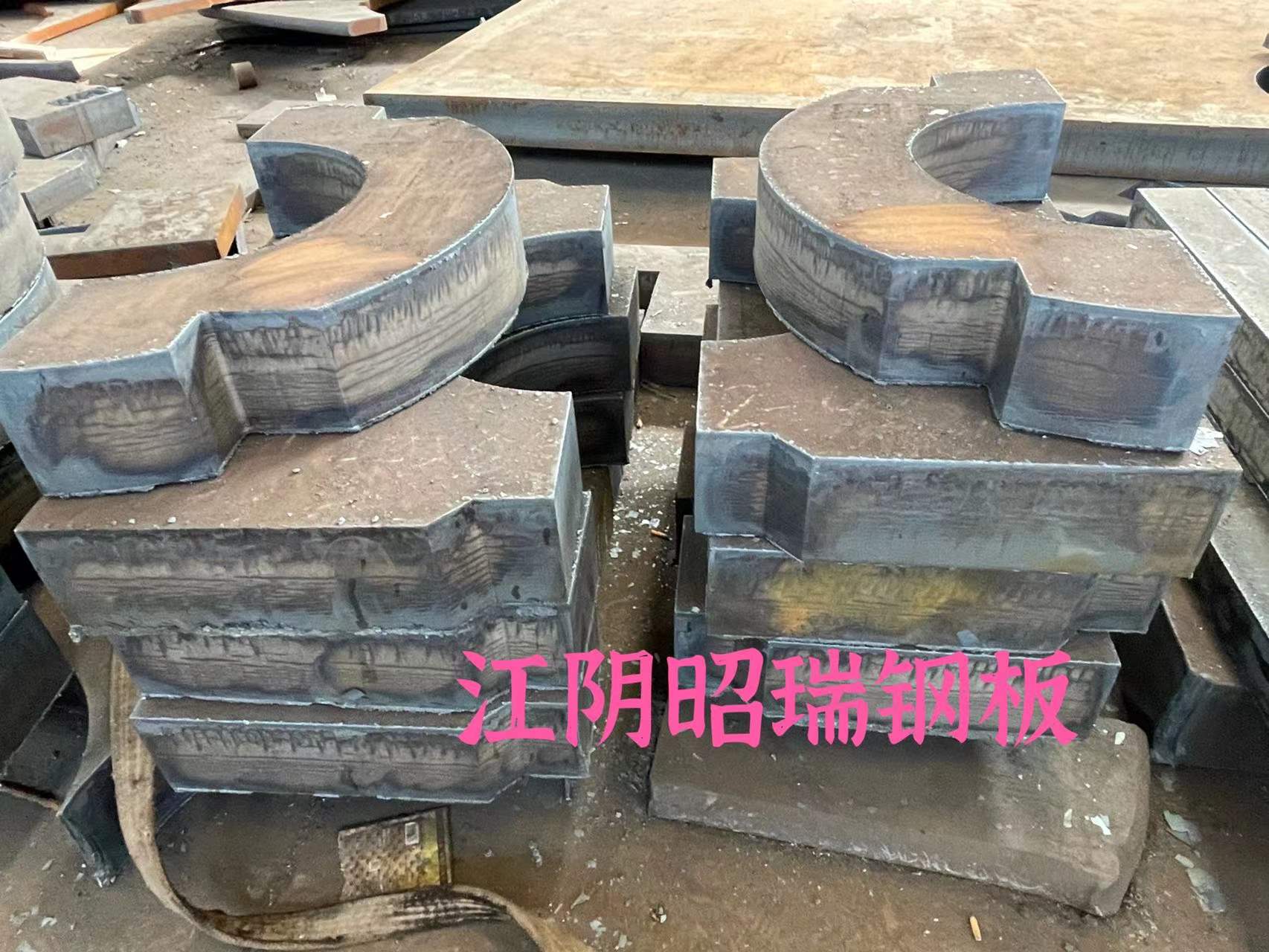

江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:钢铁 建筑钢材 低合金板 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-85093530.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“山东耐磨钢板切割电话”留言
- 更多产品