- 产品描述
江阴昭瑞钢板有限公司是华东地区的钢板下料·**厚钢板下料加工及钢板零割下料物流配送市场。我司主营:钢板切割异型件,按客户图纸要求进行数控切割切割加工成型。
割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。 切割后加热要求:对于厚钢板板的切割,切割后立即采取加热(低温回火),也是预防切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效消除切割参与应力(低温回火工艺;保湿时间安5min/mm) 对于切割后加热的方法,也采用燃烧、电子加热毯和节哀热炉的加热方式进行切割后的加热。
根据自动切割及半自动切割方式的不同,调整各把割的距离,确定后拖量,并考虑割缝补偿;在切割过程中,割倾角的大小和方向主要以钢板厚度而定,割嘴倾角与割件厚度的关系及切割余量如下表所示: 割嘴倾角与割件厚度的关系 割件厚度 <10 ≥10 倾角方向 后倾 垂直 倾角度数 10°-15° 0° 钢板切割余量表 切割方式 材料厚度mm 割缝宽度留量(mm) 备注 气割下料 ≤10 1~2 10~20 2.5 20~40 3.0 40以上 4.0 在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。
火焰切割是老的热切割方式,其切割金属厚度从1毫米到1.2米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。
火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。
在钢板上切割不同比例的工件时,先切割小块并切割大块;。切割窄条的切口,在两端留下50mm而不切割。切割长边后,可以使用多个割炬的对称切割方法将其切断。。切直时,要注意每个切割喷嘴的火焰强度应该是常见的,否则很容易弯曲。热切质量控制。在切割过程中,您应始终注意调查影响切割质量的因素,并确保切割的连续性。
工艺参数对气割质量有很大影响。常见的气割表面缺陷与工艺参数之间的关系如下气割外观缺陷及原因分析热切开检查目标气割结束后,应查看钢的切割面。切割表面应无裂纹渣和大于mm的肋条。观察方法是视觉检查。气割完成后,应在切片上标明工程部件号和的团队。钢板数控切削加工产品是机床,工程机械,矿山机械,大中型变压器,大中型电机锅炉,冶金机械,重型制造企业消耗的主要原材料之一。
在切割过程中,采用科学的布局方法。降低钢板消耗,提高企业经济效益具有重要意义。
影响切割质量及切割过程的主要因素有以下几个方面:
(1)氧气纯度的影响 在气割过程中氧气纯度对切割速度、氧气耗量及切割质量的影响反比较大的。氧气纯度降低,切割速度变慢,金属在氧气中燃烧效果变差,必将影响切割质量。
(2)金屑中杂质和缺陷的影响 金属中含有杂质对火焰切割有很大影响,有的杂质甚至使金属不能实施火焰切割。
(3)燃气纯度对切割质量的影响 燃气的纯度对切割质量和切割过程的影响不大,但燃气中的杂质会产生一定影响。
(4)切割速度对切割质量的影响 火焰切割速度要合适,不能过快也不能过慢。切割速度过快将产生后拖和切不透,甚至翻浆烧坏割,
“钢的信誉,铁的承诺”诚信、双赢是我们宗旨!



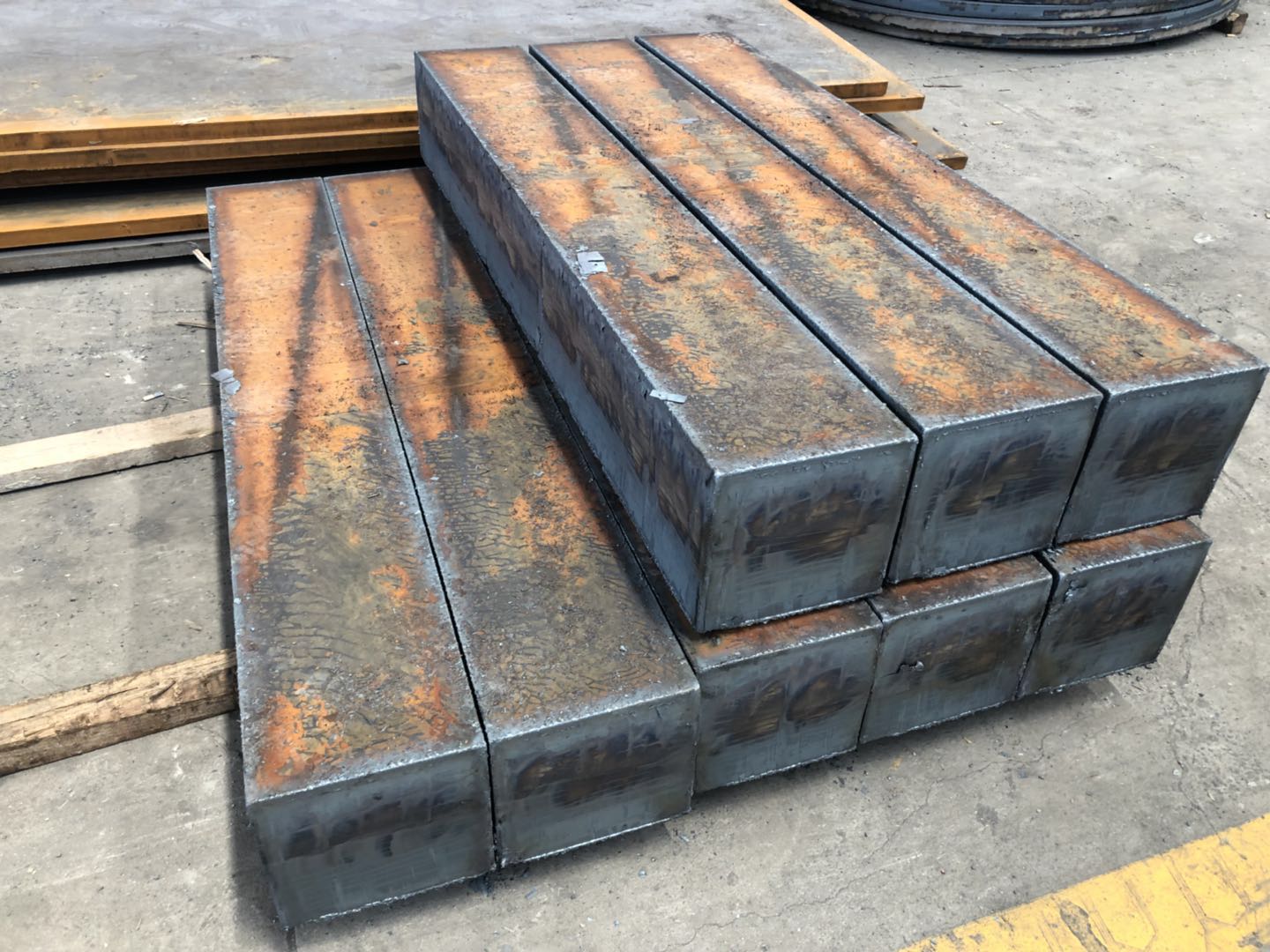
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下料范围:减速机轴承座,齿轮箱体轴承座,锻压设备,液压设备,船舶设备、轧钢机牌坊,重型机械底座、大型船舶配重块、机床侧板、工作平台、重型预埋件、大型轴承座、法兰盘、重型机械底座等特大切割件下料。专业切割厚度10~600mm,切割材质:Q235B、Q345B/C/D/E、35#、45#、Q690、Q460,Q345R、40CR、42crmo等特殊材质。 我公司承诺广大客户:做好产品、好质量、好售后。坚定“诚信赢得客户、服务创造**”的服务理念。
欢迎来到江阴昭瑞钢板有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡江阴市公司街道地址,负责人是杨经理。
主要经营钢板切割加工。
我司主要供应:钢铁 特殊钢 合金钢 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-84556852.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于江阴昭瑞钢板有限公司
商铺首页 |
更多产品 |
联系方式
江阴市昭瑞钢板有限公司是专业从事钢板数控切割、钢板零割、特厚钢板数控下料及加工、配送等一站式服务。公司位于江苏省江阴市,地理位置优越、交捷。 公司是国内大型厚钢板加工企业,现货库存原材料来源于兴澄特钢、沙钢、南钢、新钢、舞钢等优特钢资源**。专业为国内重工装备企业做特厚钢板配套下料加工业务。 我公司下..
- 我要给“武汉260mm钢板零割”留言
- 更多产品