- 产品描述
一般的螺旋钢管的出产技术可以分为冷拔与热轧两种,冷轧螺旋钢管的出产流程一般要比热轧要凌乱,管坯先要进行三辊连轧,揉捏后要进行定径测验,假设表面没有照应裂纹后圆管要通过割机进行切开,切开成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是不是有许多的起泡发作,假设有许多的起泡发作阐明钢管的质量达不到照应的标准。外观上冷轧螺旋钢管要短于热轧螺旋钢管,冷轧螺旋钢管的壁厚一般比热轧螺旋钢管要小,但是表面看起来比厚壁螺旋钢管较加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧螺旋钢管的交货情况一般是热轧情况通过热处理后进行交货。热轧螺旋钢管在通过质检后要通过工作人员的严峻的手艺挑选,在质检后要进行表面涂油,然后紧接着是屡次的冷拔试验,热轧处理后要进行穿孔的试验,假设穿孔扩径过大就要进行矫直纠正。在矫直后再由传送设备传送到探伤机进行探伤试验,终究贴上标签、进行标准编排后放置到到库房当中。
螺旋钢管主要工艺特点:
1、成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有较大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求;
2、采用的双面埋弧焊的工艺,可在佳位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;
3、对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地保证了产品质量;
4、整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。
螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:
1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能;
2、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等;
3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验较为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故;
4、致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等;
5、静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。
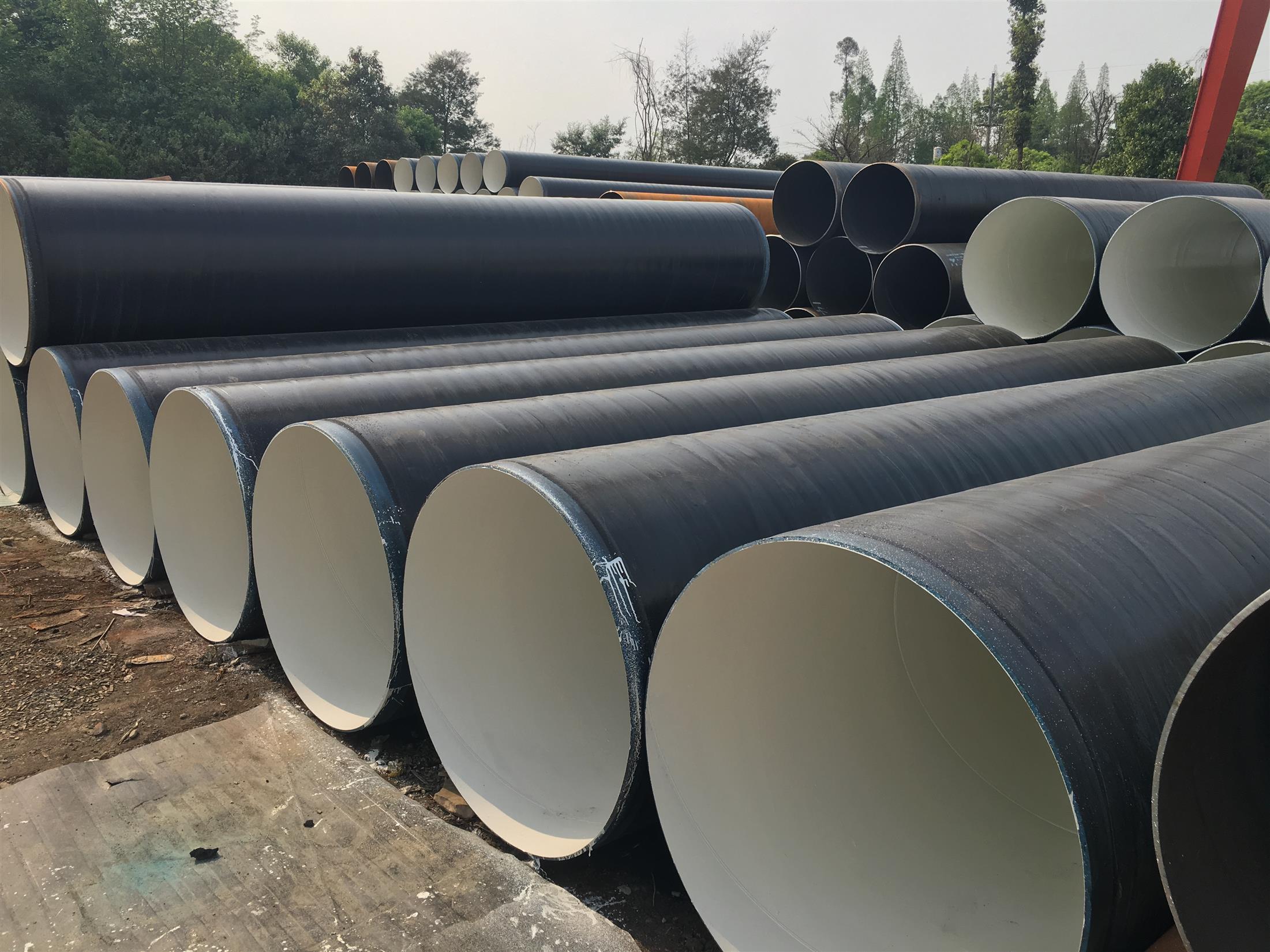
防腐螺旋钢管厂家设计压力确定:考虑介质的静液柱压力等因素的影响,设计压力一般应略**由(或)外压与温度构成的苛刻条件下的工作压力。a. 一般情况下螺旋管管道元件的设计压力确定一般情况下,为了操作上的方便,在此不妨采用压力容器的做法,即在相应工作压力的基础上增加一个裕度系数。
防腐螺旋钢管厂家这里所说的设计条件主要是指设计压力和设计温度。防腐螺旋钢管管道的设计压力:应不**正常操作时,由内压(或外压)与温度构成的苛刻条件下的压力。、
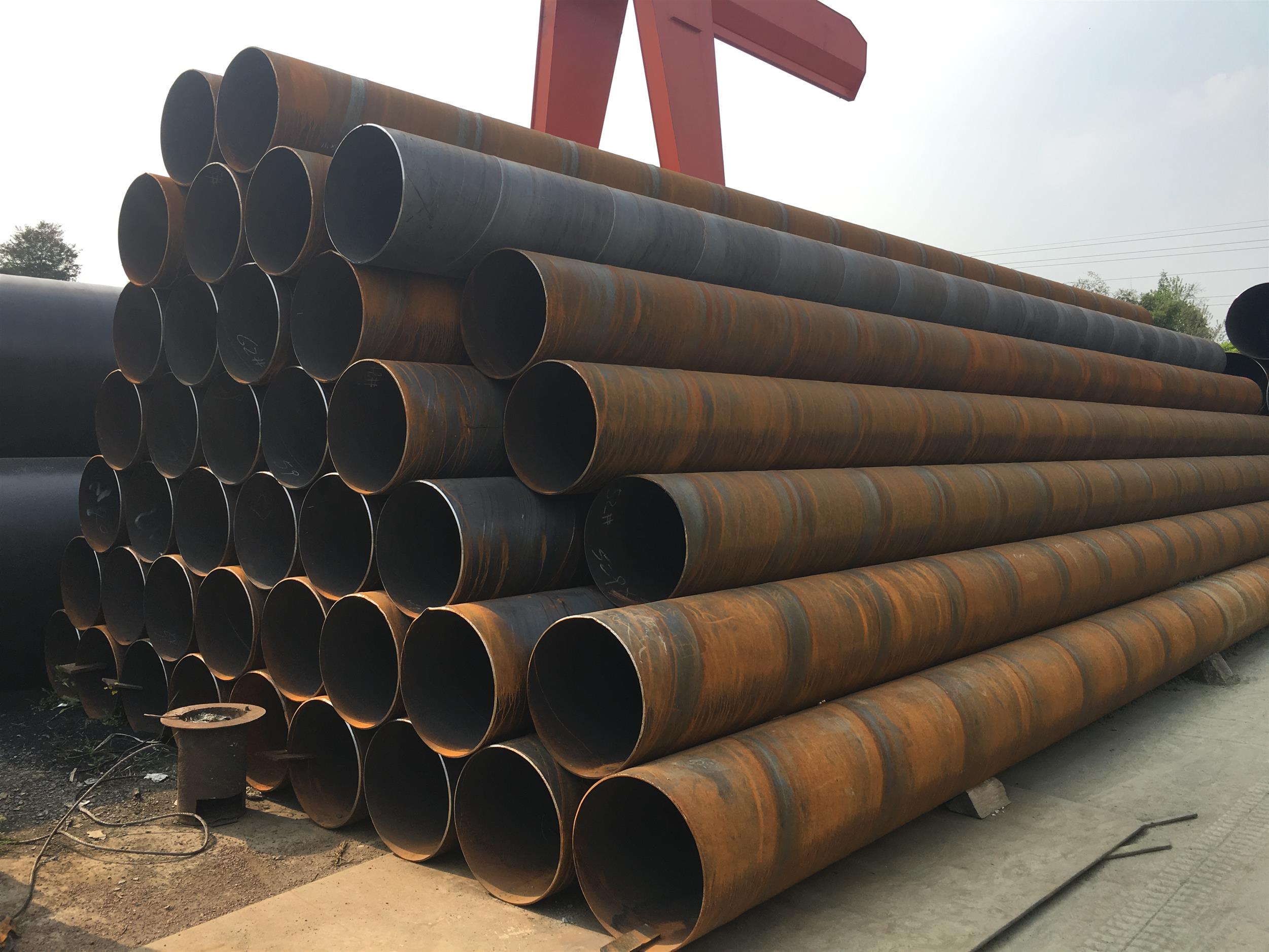
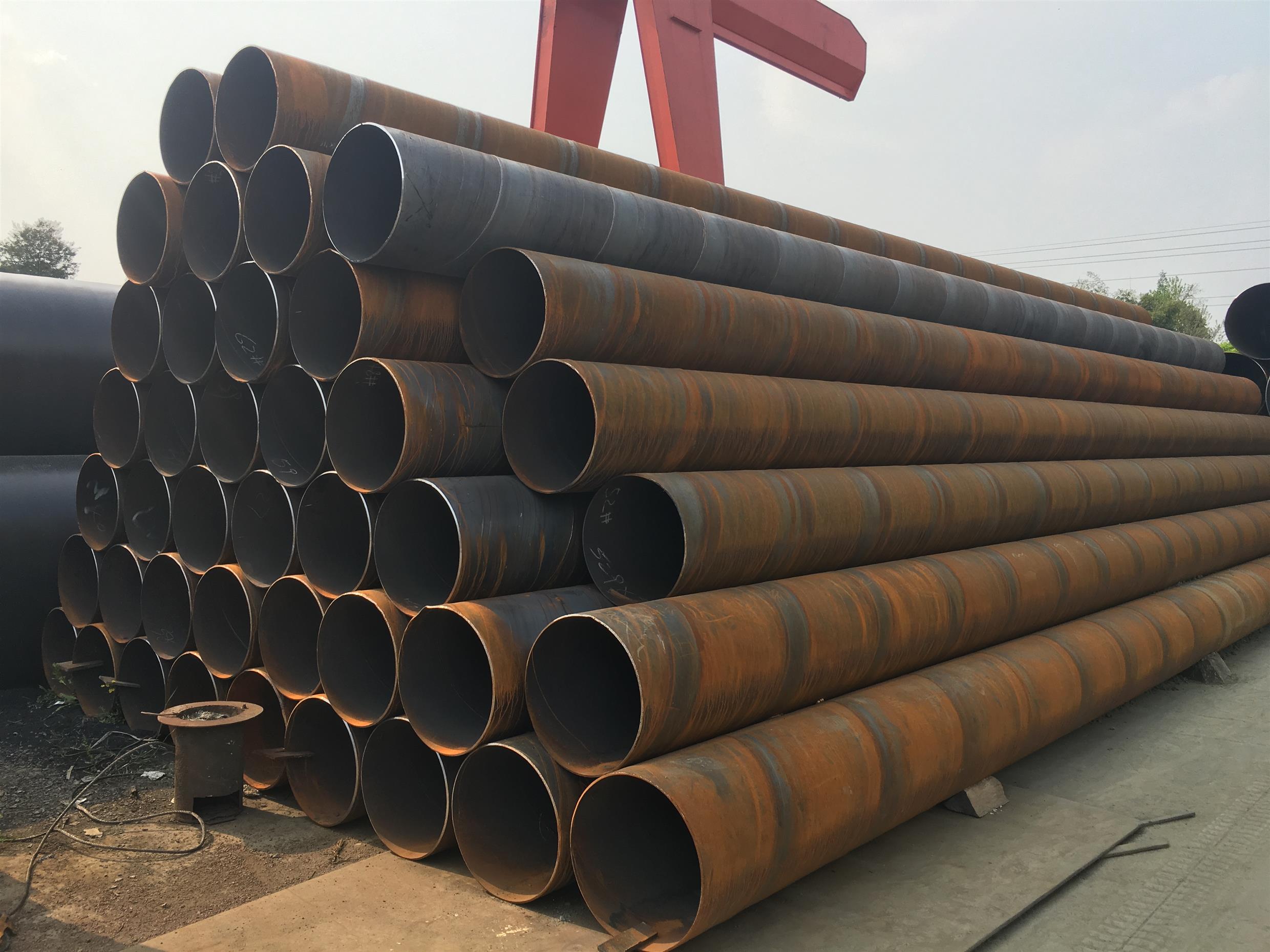
螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高 螺旋焊管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。法兰连接焊接钢管的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根钢管后,每批钢管都要进行严格的检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。每根钢管经过静水压试验,压力采用径向密封。

四川双清螺旋钢管有限公司是一家生产双面埋弧焊螺旋钢管的厂家,位于四川省崇州市羊马工业区,成温邛高速公路羊马出口处右侧,距成都仅25公路,交通十分便捷。 公司占地面积80000平方米,年产能力80000余吨,拥有国内十分的螺旋钢管生产线,以及完善的检测设备(超声波探伤设备、工业X射线设备、水压设备、理化检测设备等)。 公司已***共和国特种设备制造许可证(压力管道原件)。 可生产产品标准: GB/T9711.1-1997 石油天然气工业输送钢管 用途:输送、天燃气、高压流体(水电站)、化工流体、其它可燃流体等 SY/T5037-2012 普通流体输送管道用螺旋缝埋弧焊钢管 (替代SY/T5037-2000标准) 用途:供水、排水、煤气、蒸气 SY/T5040-2000 桩用螺旋缝埋弧焊钢管 用途:广告柱、钢结构 公司已通过:质量管理体系(GB/T 19001-2008-ISO 9001:2008)标准认证;环境管理体系(GB/T 24001-2004/ISO 14001:2004)标准认证;职业健康安全管理体系(GB/T 28001-2001)标准认证。 公司生产螺旋缝双面埋弧焊钢管,规格可从D219mm~2640mm(壁厚5mm~18mm)。 公司是民营企业中西南其中一家**国家特种设备压力管道生产许可证(A2级、GB/T9711.1-2000)的厂家。公司集螺旋钢管生产制造、钢管内外防腐处理,对外钢管焊接安装于一体。建立了一套完整的产品质量控制体系和售后服务体系。 多年以来,公司生产的螺旋钢管产品质量稳定可靠,价格优惠,并广泛应用于西南及西北地区大开发的各项重点工程以及汶川特大地震灾后重建重点工程中。 目前,公司致力打造石油、天然气、煤气管道,进一步为化工、电力、冶金、焦化建设工程提供钢管。公司愿以的产品,可靠的信誉和雄厚的实力与各界..
欢迎来到四川双清螺旋钢管有限公司网站,我公司位于地势平坦、河网纵横、物产丰富,农业发达,自古就有“天府之国”美誉的成都市。 具体地址是四川成都崇州市公司街道地址,负责人是袁先生。
主要经营四川螺旋钢管。
我公司主要供应冶金 钢材 管材 等,产品销售全国各地,深受企业用户的信任和好评!期待与您的合作!
本页链接:http://www.cg160.cn/vgy-83433472.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于四川双清螺旋钢管有限公司
商铺首页 |
更多产品 |
联系方式
四川双清螺旋钢管有限公司是一家生产双面埋弧焊螺旋钢管的厂家,位于四川省崇州市羊马工业区,成温邛高速公路羊马出口处右侧,距成都仅25公路,交通十分便捷。 公司占地面积80000平方米,年产能力80000余吨,拥有国内十分的螺旋钢管生产线,以及完善的检测设备(超声波探伤设备、工业X射线设备、水压设备、理化检测设备等..
- 我要给“昭通聚氨酯电话”留言
- 更多产品