- 产品描述
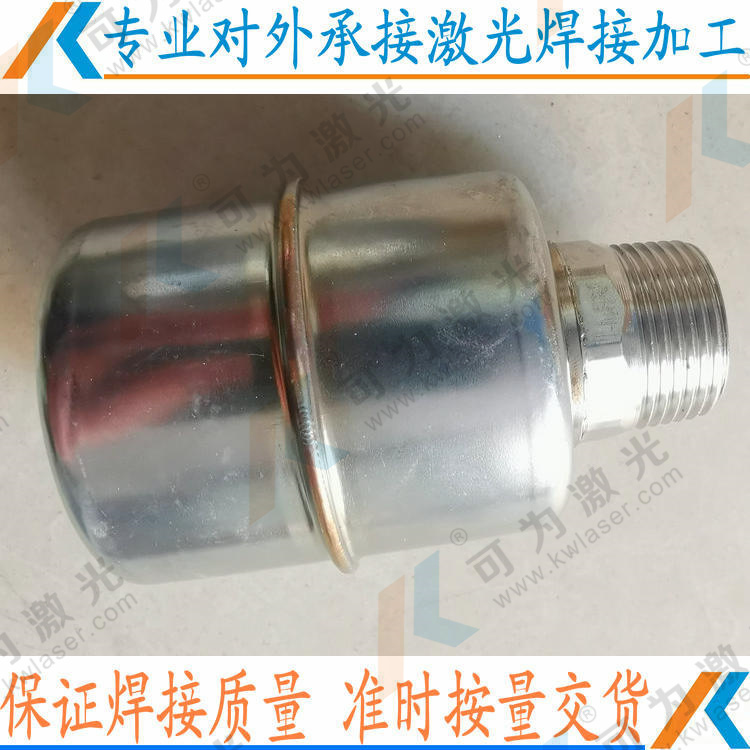
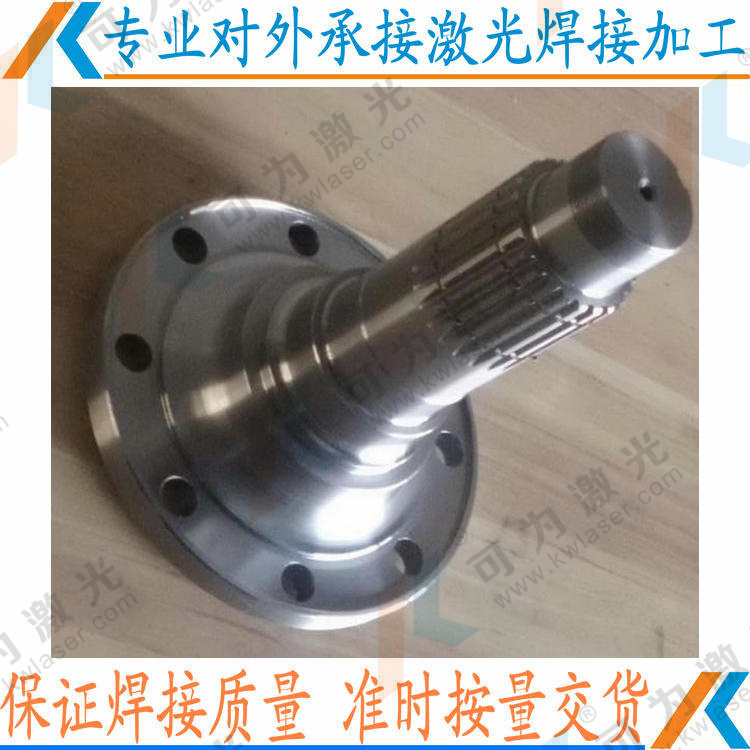
武汉可为承接全国激光焊接加工 焊接材料:合金钢、不锈钢、生铁、铝合金、铍铜、黄铜、钛合金、镍合金等激光焊接加工 焊接要求:焊接位置和焊接外观,以及焊接强度 焊接工艺:连续自动激光焊接加工 焊接设备:多台四维自动激光焊接机,手持激光焊接设备 打样报价:2个样板之内,免费打样报价格 交期服务:专人跟单,根据订单数量3-5天交货 焊接品质:激光是细微局部融化焊接,焊点小、深宽比大,焊道漂亮,满足了焊接产品外观和强度 武汉可为加工优势:多台*激光焊接机,满足焊接产品品质和产能交期的要求
动力激光焊接机,主机、电源、工作台、制冷机组分体式设计;该机融入了我公司新型聚光腔体,其光电转换效率高,光束质量优,反射面与冷却介质无接触,腔体使用寿命长,更换氙灯方便且*对光路进行调整。有PLC控制和电脑控制两种方式选择,该机输出功率稳定、性能可靠、结构紧凑、外形美观、操作方便,配有同轴、旁轴气体保护装置,提高焊接质量;并可选配激光切割头,进行切割加工,以扩大加工范围。
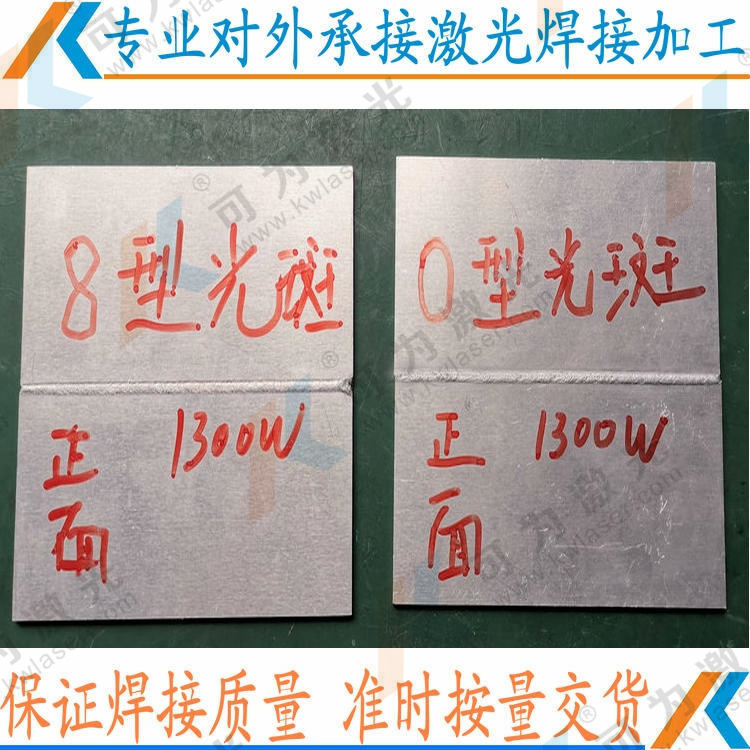
激光焊接的工作原理 激光焊接是将具有优异的方向性、高亮度、高强度、高单色性、高相干性等特点的激光束辐射至加工工件表面区域内,激光束经过光学系统聚焦后,其激光焦点的功率密度为104-107W/cm2,通过激光与被焊物的相互作用,在短的时间内使被焊处形成一个能高度集中的热源区,热能使被焊物区域熔化后冷却结晶形成牢固的焊点和焊缝。根据所用激光器及其工作方式的不同,常用的激光焊接方式有两种,一种是脉冲激光焊,主要用于单点固定连续和簿件材料的焊接,焊接时形成一个个圆形焊点;另一种为连续激光焊,主要用于大厚件的焊接和切割,焊接过程中形成一条连续焊缝。就一般而论,焊接材料的选择、激光焊接机的选择,加工工作台的选择,是影响激光焊接效果的主要因素。而对于焊接过程中熔化现象能否产生和产生的强弱程度则主要取决于激光作用材料表面的时间、功率密度和峰值功率,控制好上述各参数就可利用激光进行各种不同的焊接加工。激光焊接中,光束焦点位置是关键的控制工艺参数之一,在一定激光功率和焊接速度下,只有焦点处于好位置范围内才能获得大熔深和好的焊缝形状。
根据所用激光器及其工作方式的不同,常用的焊接方式有两种,一种是脉冲激光焊,主要用于单点固定连续和簿件材料的焊接,焊接时形成一个个圆形焊点;另一种为连续激光焊,主要用于大厚件的焊接和切割,焊接过程中形成一条连续焊缝。 在焊接过程中,光束焦点位置是关键的控制工艺参数之一,在一定激光功率和焊接速度下,只有焦点处于位置范围内才能获得大熔深和好的焊缝形状。
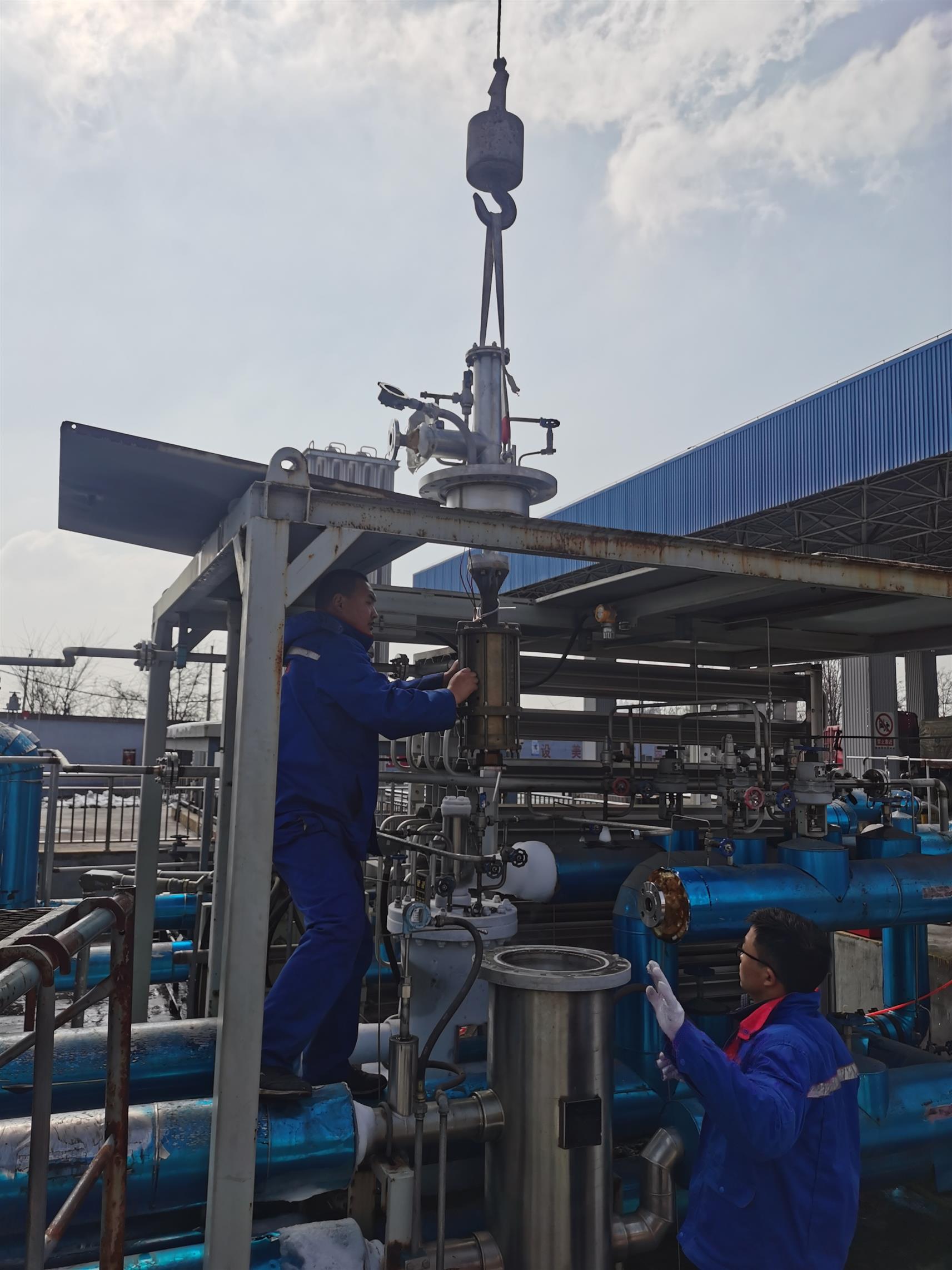
焊接不仅可以解决各种钢材的连接,而且还可以解决铝、铜等有色金属及钛、锆等特种金属材料的连接,因而已广泛应用于机械制造、造船、海洋开发、汽车制造、石油化工、航天技术、原子能、电力、电子技术及建筑等部门。 随着现代工业生产的需要和科学技术的蓬勃发展,焊接技术不断进步。仅以新型焊接方法而言,到目前为止,已达数十种之多, 生产中选择焊接方法时,不但要了解各种焊接方法的特点和选用范围,而且要考虑产品的要求,然后还要根据所焊产品的结构、材料以及生产技术等条件作出初步选择。
焊接特性 属于熔融焊接,以激光束为能源,冲击在焊件接头上。 激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上。 激光焊接属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,填料金属偶有使用。 激光焊可以与MIG焊组成激光MIG复合焊,实现大熔深焊接,同时热输入量比MIG焊大为减小。 传感器密封焊接采用的方法有:电阻焊、氩弧焊、电子束焊、等离子焊等。


武汉可为光电自动化科技股份有限公司是武汉市东湖**开发区认定的,专注于激光及自动化智能装备的研发、生产、制造及服务。包括光纤激光连续焊接装备、光纤连续手持激光焊接机、光纤传输激光点焊装备、YAG脉冲式激光焊接装备、传感器焊接焊接机、变速箱齿轮焊接机、三维机械臂激光焊接装备、光纤切割机、高中低功率激光清洗装备、汽车发动机缸盖罩打标机、汽车大架打标机、光纤打标机、紫外激光打标机等。
欢迎来到武汉可为光电自动化科技股份有限公司网站,我公司位于江河纵横、湖港交织,交通发达,文化发达的武汉市。 具体地址是湖北武汉东西湖区公司街道地址,负责人是帖先生。
主要经营自动化激光焊接机。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-81754271.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
武汉可为光电自动化科技股份有限公司是武汉市东湖**开发区认定的,专注于激光及自动化智能装备的研发、生产、制造及服务。包括光纤激光连续焊接装备、光纤连续手持激光焊接机、光纤传输激光点焊装备、YAG脉冲式激光焊接装备、传感器焊接焊接机、变速箱齿轮焊接机、三维机械臂激光焊接装备、光纤切割机、高中低功率激光清洗..
- 我要给“水龙头阀门激光焊接加工 2个样板之内免费打样”留言
- 更多产品