- 产品描述
同轴送粉激光熔覆技术特点:自由度高,青岛自动激光熔覆技术怎么用、容易实现自动化。由于其熔覆时向任意方案移动均可得到形貌一致、质量相同的熔覆层,因此其熔覆方向没有限制,配合工业机器人或多轴运动机床可以进行任意路径或任意形状零件的表面熔覆,作为3D打印的打印头时,可进行激光同轴送粉3D打印。熔池惰性气体保护效果好。由于送粉方式为气载送粉以及在熔覆头上设置有专门的惰性气体流道,熔覆过程中熔池处于良好的局部惰性气体氛围中,熔池及熔覆层氧化少,熔覆层中氧化物夹杂较少。熔池小、粉末受热均匀、熔覆层抗裂性好。同轴送粉激光熔覆的光斑尺寸一般为∮1-∮5mm,同时粉末与光束均匀接触,熔覆过程中的热量传递较均匀,因此熔覆层抗裂性好。特别是对含碳化钨等陶瓷颗粒的符合材料的熔覆,容易制备无裂纹,青岛自动激光熔覆技术怎么用、碳化钨分布均匀的覆层。由于同轴送粉激光熔覆技术的上述特点,青岛自动激光熔覆技术怎么用,其通常应用于主轴、齿轮、箱体等**零件、复杂形状零件的表面熔覆改性和增材再制造。同时,基于同轴送粉激光熔覆技术的金属3D打印主要应用于大型零件的净近成型以及梯度材料的制备。通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控;青岛自动激光熔覆技术怎么用
激光功率:激光功率越大,融化的熔覆金属量越多,产生气孔的概率越大。随着激光功率增加,熔覆层深度增加,周围的液体金属剧烈波动,动态凝固结晶,使气孔数量逐渐减少甚至得以消除,裂纹也逐渐减少。当熔覆层深度达到极限深度后,随着功率提高,基体表面温度升高,变形和开裂现象加剧,激光功率过小,*表面涂层融化,基体未熔,此时熔覆层表面出现局部起球、空洞等,达不到表面熔覆目的。激光熔覆光斑直径:激光束一般为圆形。熔覆层宽度主要取决于激光束的光斑直径,光斑直径增加,熔覆层变宽。光斑尺寸不同会引起熔覆层表面能量分布变化,所获得的熔覆层形貌和组织性能有较大差别。一般来说,在小尺寸光斑下,熔覆层质量较好,随着光斑尺寸增大,熔覆层质量下降。但光斑直径过小,不利于获得大面积的熔覆层。枣庄自动化激光熔覆技术怎么用同步式激光熔覆的主要工艺流程为:基材熔覆表面预处理---预热---同步激光熔覆---后热处理。
目前,零件的耐蚀、耐磨涂层主要是通过硬铬的电镀、热喷涂、或其它堆焊技术来修复。不过,这些技术的应用将会逐渐由于环境,健康等问题被取部分取代。为此德国弗劳恩霍夫激光技术研究所(FraunhoferILT)和亚琛工业大学(RWTH-Aachen)的研究者开发出一种**高速激光熔覆技术,德文称之为EHLA。并荣获了2017年Fraunhofer创新奖(Fraunhofer**高奖项)。保护零件免受腐蚀和磨损并不简单,标准的工艺如硬铬电镀、热喷涂、堆焊等技术均有各自的局限性。激光熔覆是比较常见的可替代工艺,但由于镀层速率以及精度的不足,还没有被***使用。而**高速激光熔覆技术,将**性替代传统的涂层制备工艺。弗劳恩霍夫激光技术研究所的AndresGasser博士介绍说:“采用**高速激光熔覆技术,我们可以在短时间内完成大面积涂层的快速制备,熔覆层厚后按照工艺需求从,对工件表面基本无损伤,和普通激光熔覆工艺的不同之处在于粉末在离工件一定距离处融化,并高速喷射到工件表面形成较薄的冶金层。替代部分硬铬电镀技术硬铬电镀是当前耐蚀、耐磨涂层制备**常用的技术之一,但是耗能较大。**高速激光熔覆技术如今为我们提供了较经济的方法,加工过程*应用化学原料,非常环保。不同于电镀铬层。
已成功开展了在不锈钢、模具钢、可锻铸铁、灰口铸铁、铜合金、钛合金、铝合金及特殊合金表面钴基、镍基、铁基等自熔合金粉末及陶瓷相的激光熔覆。激光熔覆铁基合金粉末适用于要求局部耐磨而且容易变形的零件。镍基合金粉末适用于要求局部耐磨、耐热腐蚀及抗热疲劳的构件。钴基合金粉末适用于要求耐磨、耐蚀及抗热疲劳的零件。陶瓷涂层在高温下有较高的强度,热稳定性好,化学稳定性高,适用于要求耐磨、耐蚀、耐高温和抗氧化性的零件。在滑动磨损、冲击磨损和磨粒磨损严重的条件下,纯的镍基、钴基和铁基合金粉末已经满足不了使用工况的要求,因此在合金表面激光熔覆金属陶瓷复合涂层已经成为国内外学者研究的热点,已经进行了钢、钛合金及铝合金表面激光熔覆多种陶瓷或金属陶瓷涂层的研究。进入20世纪80年代以来,激光熔覆技术得到了迅速的发展,已成为国内外激光表面改性研究的热点。
济宁矿业集团海纳科技股份有限公司的激光熔覆与激光合金化的异同激光熔覆与激光合金化都是利用高能密度的激光束所产生的快速熔凝过程,在基材表面形成于基体相互融合的、具有完全不同成分与性能的合金覆层。两者工艺过程相似,但却有本质上的区别,主要区别如下:(1)激光熔覆过程中的覆层材料完全融化,而基体熔化层较薄,因而对熔覆层的成分影响较小,而激光合金化则是在基材的表面熔融复层内加入合金元素,目的是形成以基材为基的新的合金层。(1)激光熔覆的基础理论研究。枣庄自动化激光熔覆技术怎么用
激光熔覆按送粉工艺的不同可分为两类:粉末预置法和同步送粉法。青岛自动激光熔覆技术怎么用
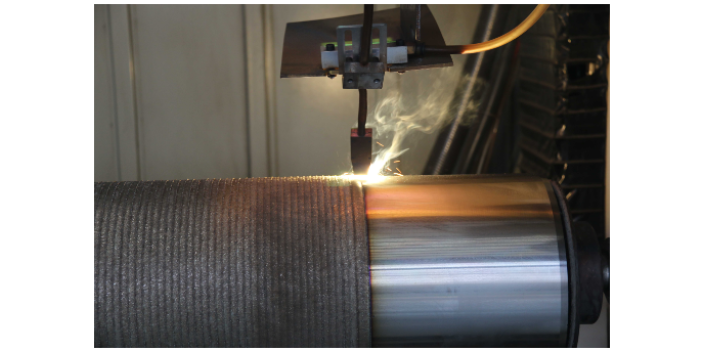
同轴送粉激光熔覆技术一般采用半导体光纤输出激光器和盘式气载送粉器,熔覆头采用中心出光的圆形光斑方案,光束周围环状送粉或者多束送粉,并设置由专门的保护气通道,粉束、光束与保护气流交于一点。熔覆工作时该焦点处会形成熔池,随着熔覆头与工件做相对运动,在工件表面形成覆层。进入21世纪后,随着大功率激光器技术的成熟,激光熔覆技术的产业化才得到了快速发展。激光熔覆技术具有稀释率低、热输入小、材料***等众多优点,目前已在产业化应用的过程中演化出多种不同类型,并广泛应用于增材制造、再制造、表面工程的各个领域。青岛自动激光熔覆技术怎么用
济宁矿业集团海纳科技机电股份有限公司一直专注于矿山、码头、水泥厂、电厂提升、运输设备及配件制造和销售(以上均不含特种设备);液压阀件、液压千斤顶、液压密封制造和销售;矿山设备维修;矿山电气设备及配件制造和销售;矿山设备租赁;矿山机电设备安装(以上均不含特种设备),(依法须经批准的项目,经相关部门批准后方可开展经营活动)。,是一家机械及行业设备的企业,拥有自己独立的技术体系。公司目前拥有专业的技术员工,为员工提供广阔的发展平台与成长空间,为客户提供高质的产品服务,深受员工与客户**。公司业务范围主要包括:矿用设备,矿用机械设备,矿用机电设备,矿用配件等。公司奉行顾客至上、质量为本的经营宗旨,深受客户**。一直以来公司坚持以客户为中心、矿用设备,矿用机械设备,矿用机电设备,矿用配件市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。
海纳科技成立于 2002 年 ,2017 年完成股份制改造 ,2019 年成功挂牌 “新三板”, 股票代码 8732790 ,形成激光技术应用 、外缸修复、电器制造、自动化设计与改造 、 主柱千斤顶再制造、带式输送机集控系统综合性产业布局 。公司业务板块 :一是制造 板块 ,主营带式输送机 、刮板机等提升运输设备以及配件 、控制系统和液压油缸( ** ) 制造。二是再制造板块 ,开展煤矿支护 、综采综据设备 、再制造与 自动化改造 ; 三是激光产业板块 ,利用激光技术开展表面增材制造及表面改性处理 。目前,公司已 发展成为鲁西南地区产业规模大技术水平高的矿山装备制造 、再制造企业 。
欢迎来到济宁矿业集团海纳科技机电股份有限公司网站,我公司位于孔孟文化、运河文化、水浒文化的发源地—济宁市。 具体地址是山东济宁任城区公司街道地址,负责人是孙凯。
主要经营矿用设备|矿用机械设备|矿用机电设备|矿用配件。
单位注册资金:人民币 300 万元 - 500 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-80924264.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 我要给“青岛自动激光熔覆技术怎么用 济矿海纳科技供应”留言
- 更多产品

甘肃作用dMMR抗体检测试剂来电咨询 值得信赖 迈杰转化医学供应

茂名**无效的意义 诺正集团供应

运输到美国 真诚推荐 深圳市鹏成运通国际物流供应

电动三轮车怎么寄物流 诚信为本 深圳市鹏成运通国际物流供应

辽中区品牌口碑建设联系人 欢迎咨询 辽宁珍云信息供应

广东高损伤阈值波片的优点 东莞华创光电科技供应

潍坊无线音响维修 山东函运电子供应

人才引进落户办理步骤 上海华孚教育信息咨询供应

贵州电器二维码生成 创造辉煌 广州慧翼智能科技供应

黑龙江自动化仓库塑料托盘厂家 贴心服务 上海派瑞特公司供应

海南聚塑料周转箱厂家供应 值得信赖 上海派瑞特公司供应







