- 产品描述
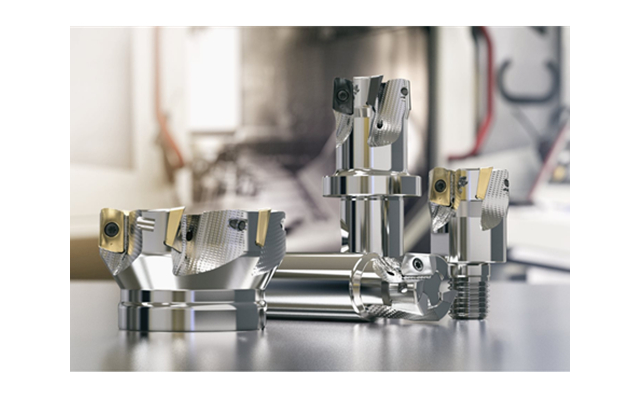
容仁精密机械(山东)有限公司,主要经营精密数控切削刀具、数控车床刀片、钻头、量具、五金配件、电动工具、机械配件、劳保用品的销售、市场推广和售后技术服务。市场对象主要从事机械制造加工的外资企业、国营大中型企业和民营企业, 我们有好的产品和专业的销售和技术团队,如果您对我公司的产品服务有兴趣,期待您在线留言或者来电咨询。
欢迎来到容仁精密机械(山东)有限公司网站,我公司位于中国着名的品牌之都—青岛市 具体地址是山东青岛市北区公司街道地址,负责人是王亚廷。
主要经营数控刀具,铣刀|钻头,车刀|数控车床刀片|切削刀具。
单位注册资金:人民币 50 万元 - 100 万元。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-79818011.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于容仁精密机械(山东)有限公司
商铺首页 |
更多产品 |
联系方式
容仁精密机械(山东)有限公司,主要经营精密数控切削刀具、数控车床刀片、钻头、量具、五金配件、电动工具、机械配件、劳保用品的销售、市场推广和售后技术服务。市场对象主要从事机械制造加工的外资企业、国营大中型企业和民营企业, 我们有好的产品和专业的销售和技术团队,如果您对我公司的产品服务有兴趣,期待您在线..
- 我要给“青岛数控车削刀片供应商 信息推荐 容仁精密机械供应”留言
- 更多产品

奔驰威霆内饰改装升级定制 昆明添粤商务车改装升级供应 昆明添粤商务车改装升级供应

广州可调电阻生产商 欢迎咨询 东莞市松家电子供应

昆明自动麻将机配件 昆明恒业锋尚麻将机批发供应

昆明静音麻将机销售商家哪家好 昆明恒业锋尚麻将机批发供应

江苏同轴齿轮减速机马达批发 浙江隆星传动供应

天津伺服齿轮减速机马达供应 浙江隆星传动供应

曲靖青花椒苗基地 云南曲靖久田苗木基地供应 云南曲靖久田苗木基地供应

云南青花椒苗哪里卖 云南曲靖久田苗木基地供应 云南曲靖久田苗木基地供应

浙江集装箱起重机价格表 靖江市起重设备供应 靖江起重设备供应

北京优牌茶树精油官方开店 欢迎来电 优牌生物科技供应

五华区专业开锁公司 昆明张平开锁24小时上门服务供应







