- 产品描述
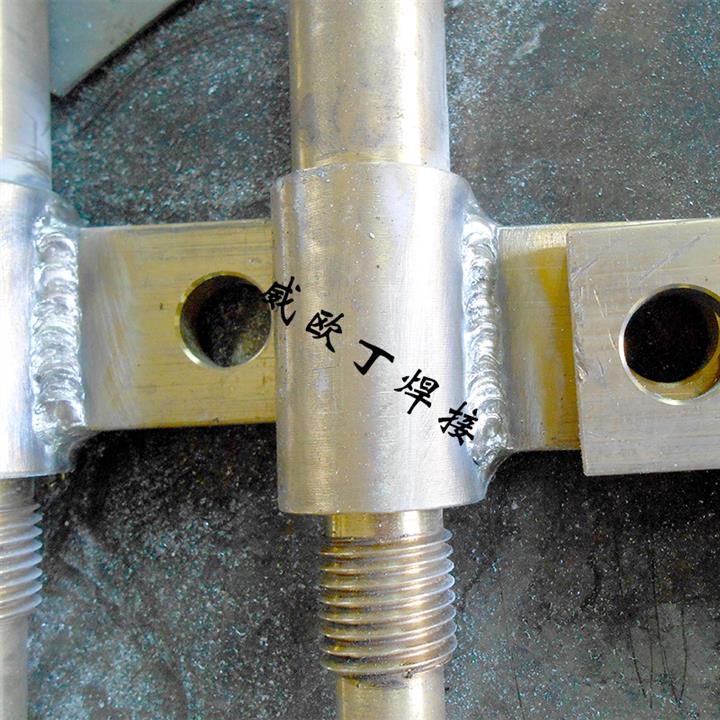
生铜我想应该就是你说的铸铜,这类铜合金不像纯铜,或者铜锌合金的黄铜,生铜较之纯铜或者黄铜杂质含量多,金属非金属元素种类多含量高,焊接时如果常规火焰钎焊即便是温度掌握的比较到位,均匀性做的也好,但是也很难达到如紫铜的火焰钎焊那般流动性好,特别是对于裂纹缺陷或者坑位修补,这种对于常规的火焰焊接是相当困难的,所以建议是换一个焊接方式,可以考虑常规的氩弧焊接,但是氩弧对于焊丝的讲究特别高,需要焊接流动性好,焊丝不炸烟雾的,比如威欧丁204S的黄铜氩弧焊丝,这种在生铜的氩弧焊接运用上是很棒的,如果是大型的生铜件,氩弧效率低, 那也可以用204SM的黄铜气体保护焊丝,这个地方说的黄铜氩弧或者黄铜气保焊丝不是说的普通S221黄铜气焊焊料,是氩弧焊的,这个一定要注意到了
黄铜焊接老有气孔产生,如果是气焊的话,应该是流动性差,毛细作用不明显,局部有气孔,如果是氩弧焊的话,焊接材料选择不当比如采用普通的钎料焊接就会容易产生气孔。
如果采用气焊的解决办法可以提高焊料的流动性,比如采用流动性好的A203的银基钎料,焊接的时候流动性比较好。增加毛细渗透等作用减少漏点。
如果是采用氩弧焊接的话,一般适合有一定尺寸的工件,焊丝和气体保护很重要,一般焊丝选用黄铜的氩弧焊丝,如威欧丁黄铜氩弧焊丝,交流直流氩弧焊都可以使用。
焊接方法说黄铜和黄铜焊接主要还要根据焊接工件的大小尺寸及焊接要求来说,主要可以总结如下几点:
1,如果是小件的黄铜用品,比如黄铜关键,黄铜的小工艺件固定,则可以选用通用性比较好的黄铜焊丝。当然如果对于操作性有更加的要求则可以参考威欧丁203焊丝焊接的操作视频。
2、如果是有一定厚的的黄铜或者甚至是铸造件,则可以用氩弧焊焊接,通常很多师傅会错误选择黄铜比如HS221焊丝焊接,但是这种想法是错误的,这种焊接会冒烟比较厉害对身体有害不说,熔池也特别不清晰,干扰焊接,取代之运用广泛的是威欧丁204S黄铜氩弧焊丝。这个可以百度一下它的应用的一些介绍及视频。
H62的黄铜是可以用氩弧焊来焊接的,通常黄铜的焊接会按照通常的焊接办法火焰气焊来焊接,但是这种焊接方法的弊端就是如果黄铜件比较厚,温度均匀性比较不好,焊接成性能比较困难,所以火焰气焊一般适合焊接薄料管是可以,如果有一定的厚度的黄铜结构连接件,通常会采用氩弧焊接,但是氩弧焊接黄铜会冒烟,这种常规的黄铜焊料焊接会无法进行,因为太多的烟雾干扰熔池,所以氩弧焊接H62黄铜还需要有好的黄铜氩弧焊丝焊接,比如威欧丁黄铜氩弧焊丝,通常普通的直流氩弧焊机或者交流氩弧焊机都可以焊接。
威欧丁(天津)焊接技术有限公司提供特种焊接维修服务,焊接加工,经营维修用特种焊接材料,承接各种维修焊接工程,提供各行业的企业焊接维修解决方案,解决各种高难度特种焊接。维修焊接服务项目包括:各种机械设备上出现的磨损,断裂,及精密补焊,比如缸体,开裂的发动机基座,传动齿轮箱体,轮船发动机分配阀箱,铸造齿轮的轮齿,泵壳体,燃烧炉的炉壁,轮船的螺旋浆,涡轮机的焊接,脱氧的铜零件及板件,弹簧,钒钼弹簧钢及异种钢的焊补等等机械行业的设备焊接维修和焊补服务。产品包括:中国区总代理1)美国R&D工业特种焊接材料WEWELDING,简称“WE”。 代表性产品有WEWELDING777 ,WEWELDING600 ,WEWELDING555 ,WEWELDING460,WEWELDING53,WEWELDING33M等。2)美国BROCO水下焊接和水下切割系列。3)美国CALDO水下切割和水下焊接系列。自主品牌“威欧丁”为威欧丁(天津)焊接技术有限公司的自主品牌。产品和服务主要针对的焊接问题:铸铁的焊接:各种铸铁的焊接、铸铁和钢的焊接、铸铁管道的带水焊接等。钢的焊接:各种钢的焊接、包括高碳钢、不锈钢、工具钢、模具钢、弹簧钢、各种未知钢及异种钢的焊接,以及钢的带水、带油、带锈等的抢修焊接。铜的焊接:各种铜的焊接、铜、铜合金及相互之间的焊接修复。铝的焊接:各种铝的焊接、铝、铝合金及其相互之间的焊接,薄铝的焊接。表面堆焊:各种模具修复、各种工程机械的耐磨堆焊。异种金属的焊接:铜、钢、铝、铸铁、不锈钢、锌等金属及其合金的相互之间的焊接。水下焊接:美国海*的BROCO水下焊接系列,在所有位置的焊接都符合或**过AWS D3.6标准。水下切割:美国海军(ANU)认可,只需氧气就可产生6000℃的高温可以切割所有常见型材,如岩石、橡胶、 钢、铜、铝、水泥、木材等等。
欢迎来到威欧丁(天津)焊接技术有限公司网站,我公司位于地处于华北平原海河五大支流汇流处,东临渤海,北依燕山,有600多年历史,具有中西合璧、古今兼容的独特城市风貌的天津市。 具体地址是天津东丽公司街道地址,负责人是王伟。
主要经营铝氩弧焊机。
欢迎关注本公司,本公司专业经营焊接切割 焊接材料 特种焊接材料 等产品,拥有经典的技术和一流的服务!
本页链接:http://www.cg160.cn/vgy-79688930.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
威欧丁(天津)焊接技术有限公司提供特种焊接维修服务,焊接加工,经营维修用特种焊接材料,承接各种维修焊接工程,提供各行业的企业焊接维修解决方案,解决各种高难度特种焊接。维修焊接服务项目包括:各种机械设备上出现的磨损,断裂,及精密补焊,比如缸体,开裂的发动机基座,传动齿轮箱体,轮船发动机分配阀箱,铸造..
- 我要给“204SM 不冒烟的黄铜氩弧焊丝制造商 量大从优”留言
- 更多产品