- 产品描述
钢筋焊接网在我国的应用尚处于起步阶段,目前我国应用量所占钢筋总用量的比例不到十分之一。在20世纪90年代初,钢筋焊接网才被国家科委、列为 推广项目,并制定了国家标准、规程。我国的基础建设发展很快,国家对基础建设的投资持续增长;实施的。国家经济建设进入新阶段,能源、交通、水利、住房和**工程等基本建设对钢筋焊接网的需求必将成倍增长。其市场应用前景非常广阔;钢筋焊接网适合工厂化、规模化生产,是效益高、符合环境保护要求、适应建筑业工业化发展趋势的新兴产业。
每年都有两个钢筋网采购的高峰期。一个天气炎热的时候,一个是年末将至快到年三十的那个时候。情况是基本上是天气越炎热,订单越多、越靠近年末,钢筋网客户催货越急。每当那时,钢筋网订单就”争先恐后“而至,而且大多数都是很急迫的订单,车间人员忙得不可开交,虽然咱们生产人员因为订单多而收入高,但是实在是很幸苦哦。咱们想点给钢筋网**进行生产,但是又担心质量问题,免得到了客户那边没办法交代,只好让生产人员硬着头皮苦战了;在这里我得衷心感谢他们。是他们的不懈努力。他们的保时保质成就了我们的。
桥梁钢筋网片主要用于**桥梁、公路桥面铺装、旧桥桥面改造、桥墩防裂等。已通过我国数千个桥梁应用工程的质量验收。结果表明,桥面铺装质量明显提高,保护层厚度合格率达97%以上,桥面平整度提高,桥面基本无裂缝,铺装速度提高50%,造价提高10%左右。桥面铺装焊接钢筋网采用焊接或预制冷轧带肋钢筋网代替绑扎钢筋网。桥面铺装用焊接钢网的直径和间距应根据桥梁结构和荷载水平确定。焊接钢丝网间距可为100-200,直径宜为6-100。焊接钢筋网的纵横间距应相等,焊接钢筋网与**面之间的保护层厚度不应小于20 。
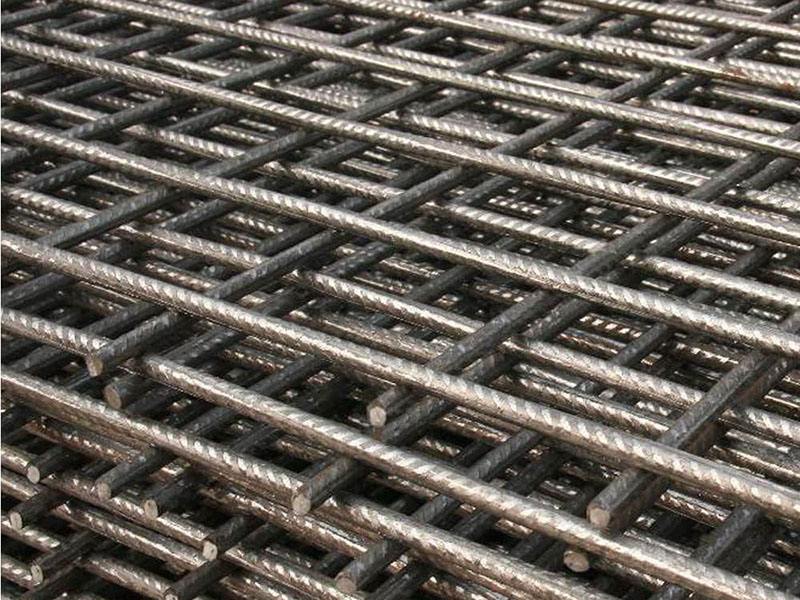
桥梁钢筋网片的制作流程: 1.原材料以二级钢为母料,经冷轧减径 减径到需要丝经在表面冷轧成三面或者两面月牙形横肋的钢筋。 2.再经过调直机把冷轧带肋钢筋进行较直,较直机在较直的同时也会剪裁出规定长度,本段流程属于同时作业。 3.冷轧带肋钢筋较直截断后,经我厂引进数控焊接机器进行焊接生产,我厂机器是一点一焊式焊接,每个焊点都牢固有力,数控焊接较加精准,网孔均匀,网面平整。桥梁钢筋网片是一种在工厂焊接成型的网状钢筋制品,是纵向和横向钢筋分别以一定的间距排列且互成直角,全部交叉点均用强电阻压力熔焊在一起的钢筋网片。
冷轧带肋钢筋焊接网是采用热轧圆盘条经冷轧减径并在其表面形成三面或两面月牙形横肋的钢筋(CRB550)作为原料,采用的GWC焊网机焊接而成的。纵向钢筋和横向钢筋分别以一定的间距排列且互成直角、全部交叉点均焊接在一起的网片。焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接质量良好,焊接前后钢筋的力学性能几乎没有变化。
冷轧带肋钢筋焊接网直径为4-12,抗拉强度为550N/2,焊接网焊接性能良好。焊接牢固,由于表面的横肋与混凝土接表面摩擦力大,混凝土握裹力较无肋网筋大的多。冷轧带肋钢筋焊接网在混凝土工程中应用非常广泛。
桥梁钢筋网片的制作流程:
1.原材料以二级钢为母料,经冷轧减径 减径到需要丝经在表面冷轧成三面或者两面月牙形横肋的钢筋。
2.再经过调直机把冷轧带肋钢筋进行较直,较直机在较直的同时也会剪裁出规定长度,本段流程属于同时作业。
3.冷轧带肋钢筋较直截断后,经我厂引进数控焊接机器进行焊接生产,我厂机器是一点一焊式焊接,每个焊点都牢固有力,数控焊接较加精准,网孔均匀,网面平整。桥梁钢筋网片是一种在工厂焊接成型的网状钢筋制品,是纵向和横向钢筋分别以一定的间距排列且互成直角,全部交叉点均用强电阻压力熔焊在一起的钢筋网片。


杭州展鸿建筑新材料有限公司是一家专业生产钢结构建筑维护材料厂家,主要经营有:铝镁锰金属屋面板、彩钢板、开闭,口钢承板、钢筋桁架组合楼板;钢网架金属幕墙屋面围护系统的设计、制作、现场安装及售后服务的专业化公司。 公司努力为中国建筑行业大力推广:“绿色环保”“ 循环经济” 的铝镁锰直立锁边系统、钢承板系统,钛锌板铜板等装配式建筑中的环保型新兴材料。 公司以:“产品展优势”“企业鸿未来”的发展理念;以“质量为先”的准则为合作伙伴提供高而优的产品服务;以“质量过硬的产品”、“ 互惠互利的价格”、“ 高而优的服务” 建立与多家企业的长期友好合作。
欢迎来到杭州展鸿建筑新材料有限公司网站,我公司位于与苏州并称“苏杭”,素有“上有天堂下有苏杭”美誉的杭州。 具体地址是浙江杭州萧山区公司街道地址,负责人是周总。
主要经营TD3-90楼承板。
我司主要供应:建材 金属建材 镀锌板 等,我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-73987629.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于杭州展鸿建筑新材料有限公司
商铺首页 |
更多产品 |
联系方式
杭州展鸿建筑新材料有限公司是一家专业生产钢结构建筑维护材料厂家,主要经营有:铝镁锰金属屋面板、彩钢板、开闭,口钢承板、钢筋桁架组合楼板;钢网架金属幕墙屋面围护系统的设计、制作、现场安装及售后服务的专业化公司。 公司努力为中国建筑行业大力推广:“绿色环保”“ 循环经济” 的铝镁锰直立锁边系统、钢承板系统,..
- 我要给“路桥钢筋焊接网片-赣州省心的桥梁钢筋网片”留言
- 更多产品