- 产品描述
公司现有管理及设计人员均来自国内不错公司并经过数年锤炼,积累了丰富的宝贵经验,为公司发展打下坚实的基础。
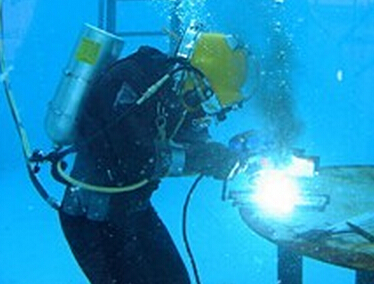
水下切割时的注意要点
水下切割工程主要有水下切割钢筋笼、水下切割钢围堰、水下切割钢管桩、水下切割变形护筒、水下切割灌注桩、水下切割沉船等。水下切割安全工作的一个重要特点是:有大量、多方面的准备工作,一般包括下述几个方面:
(1)调查作业区气象、水深、水温、流速等环境情况。当水面风力小于6级、作业点水流流速小于0.1-0.3m/s时,方可进行作业。
(2)水下切割前应查明被切割件的性质和结构特点,弄清作业对象内是否存有易燃、易爆和有毒物质。对可能坠落、倒塌物体要适当固定,尤其水下切割时应特别注意,防止砸伤或损伤供气管及电缆。
(3)在作业点上方,半径相当于水深的区域内,不得同时进行其它作业。因水下操作过程中会有未燃尽气体或有毒气体逸出并上浮至水面,水下切割公司水上人员应有*准备措施,并应将供气泵置于上风处,以防着火或水下人员吸入有毒气体中毒。
(4)下潜前,在水上,应对切割设备及工具、潜水装具,供气管和电缆、通讯联络工具等的绝缘、水密、工艺性能进行检查试验。氧气胶管要用1.5倍工作压力的蒸汽或热水清洗,胶管内外不得粘附油脂。气管与电缆应每隔.5m捆扎牢固,以免相互绞缠。入水下潜后,应及时整理好供气管、电缆和信号绳等,使其处于安全位置,以免损坏。
水下切割的应用范围
水下切割公司的水下氧气-火焰切割法通常适用于低碳钢,低合金钢等容易氧化的材料的切割,不适用于不锈钢和钛以外的有色金属的切割,适合切割的厚度在10~40mm的范围内。这是因为,虽然切割座椅很困难,但座椅在水中的冷却速度比厚板快得多,很难预热到起火点。如果板厚**过40mm,也可以切割,但需要操作技术。
涂层焊条切割,切口质量较差,但应用广泛。可以切割低碳钢和低合金钢,也可以切割不锈钢和有色金属,特别适合切割6mm以下的薄片。厚板的切割很困难,但是为了除去熔融金属,需要通过锯的操作在切口内拉回杆。熔融水喷射切割是金属的纯粹熔融过程,用于切割黑色金属和非金属。
1,电机设备:包括电动机,电源和输电线,电控箱的检查在内,每个开关都应该关闭。
2,润滑油:气压压力机,检查主齿轮箱内的油是否充足。
3,检查漏斗是否有杂物或积存物。
4,喷雾软管,喷嘴,导管是否平滑堵塞。
水下切割需使用热分布均匀的口模
水下切割的原理与气流造粒机和水射流造粒机非常相似。在不同的水下切割中,稳定的水面流过薄膜表面并与模具表面直接接触。切割室的尺寸足以使在模具表面上自由旋转,而不会限制水流。熔融聚合物从模具中挤出,粒料用旋转刀切割。颗粒由调温水从造粒室中取出,并进入离心干燥机。在干燥机中,水被排回储罐,冷却并回收;颗粒通过离心干燥机脱水。
水下切割需要使用热量分布均匀的模具和的绝缘结构。从小型造粒到电加热,大型造粒刀需要使用油热或蒸汽加热的模具。该过程在常规水的条件下被加热到较高问题,但该热量不应对粒状材料的自由流动造成有害影响。聚合物很多情况下采用水下切割,有些型号可以达到22679.62kglh的造粒能力,用于低粘度或粘性聚合物造粒时,水流过模面的方式是很大的优势,但对于某些聚合物或会造成模具冻结。有点是因为水在熔融状态下造粒时可以起到隔音屏障的作用,噪音排放较低。与冷切系统相比,更换切粒刀的次数较少。
水下工程中的水下切割就是所谓的热切割,主要包括火焰切割、等离子切割和激光切割。根据切割要求和市场价格的不同,目**种切割方法都占有一定的市场,其技术经济比较如下:
由于气压、喷嘴高度、预热时间等因素的影响,整个切割材料的变形尺寸比较大,不能满足高精度切割的需要,切割速度比较慢。同时,提前预热时间较长,难以满足无人操作的需要。等离子切割具有速度快、范围广的优点,适用于切割低厚度板材和各种非金属材料。较大切割速度可达10m/min,是火焰切割的10倍。
可消除水下工程切割时产生的噪音、粉尘、有害气体和弧光,符合环保要求。目前,随着大功率等离子切割技术的不断成熟,切割厚度可达130 mm,水射流技术的大功率等离子切割使切割质量接近激光切割的精度下限(0.2mm)。但由于激光切割机价格昂贵,目前只适合切割薄板,而精细等离子切割机的精度可以达到激光切割的下限,切割的表面质量也差不多,但切割成本远**激光切割,约为1/3,较大切割厚度可达12 mm,因此,用精细等离子切割机代替价格昂贵的激光切割机,有利于以经济的方式高速精细切割大消耗的中薄板。
水下切割拆除有哪些好的方法
水下切割的基本原理和切割状态是不同的。一般情况下,现有的水下切割方法分为水下热切割法和水下冷切割法两种。
水下热切割是利用热源加热金属,在纯氧中燃烧熔融金属,除去熔融金属和炉渣形成切口的切断方法,有水下氧火焰切断,水下电弧切断,水下电弧氧切断等。
通常,水下切割从要切割的工件的边缘开始,并一直进行到中间。但是,由于结构属性和环境约束,切削可能需要从中间开始。如果从工件的一端开始切割,则先将切割带的一端与工件的一端接触,使切割带内的孔垂直于切割面,使切割带内的孔位于工件的一端,然后再通电并开始拉圆弧。需要使用接触引线弧。
开始水下切割时,如果工作杆的边缘凹槽,而不移动切割杆,请慢慢地将其移至中心以开始正常切割。也可以在边附近绘制圆弧(距边线不**过10mm)。绘制弧形时,弧形可以立即移动到边缘,使边缘的缝隙成为一个缝隙,然后逐渐剪切到中间。水下不同位置的电弧氧切割技术。
公司秉承"质量+诚信+创新+奉献"的精神,始终遵循信誉至上,诚信为本,优良服务。

濮阳市铁汉带压堵漏技术服务有限公司是一家专业从事不停车带温带压堵漏服务的公司. 濮阳市铁汉带压堵漏技术服务有限公司是由国内一些**堵漏企业的精英组成,成立至今,已先后为中国石化.中国石油下属分公司等多家工业企业进行了带压堵漏服务,并建立了良好的合作关系。 铁汉公司技术力量雄厚,对施工环境异常恶劣的现场,结构复杂的泄漏部位,介质温度高750度—— -180度、压力45兆帕 工艺介质(如:易燃易爆、有毒有害、有腐蚀性等)我们都已有相当丰富的设计 施工经验,堵漏成功率可达99%以上。经过长期的实践,我们的堵漏技术不断成熟,完善。一直以来为众多业主企业避免了因泄露引起的装置非计划停车,为企业挽回了因生产装置非计划停车而造成的经济损失。因此,深受广大石油化工、化肥厂、钢厂、焦化厂、电厂、造纸等企业的欢迎并给予了充分的肯定。 铁汉以弘扬“当代的铁人精神”格守“诚信为本 安全至上质量至上”在不伤害设备本体为原则,为甲方提供细致周到的服务,与甲方真诚合作,为安全生产保驾**! 我们的施工特点:高标准!严要求!力求做到**!我们的宗旨是:长期合作,互利共赢。铁汉带压堵漏将继续秉承“安全、效率、质量、服务”的方针歇诚为广大客户提供优质、可靠的服务。
欢迎来到濮阳市铁汉带压堵漏技术服务有限公司网站,我公司位于历史悠久,被命名为“中华帝都”的濮阳市。 具体地址是河南濮阳濮阳县公司街道地址,负责人是刘照伟。
主要经营管道开孔。
公司一贯坚持“质量第一,用户至上,优质服务”的宗旨,价格优惠,质量保证。购买新件的客户注意:收到的新件首先看配件型号是否一致,配件是否对版,如果发现不一致的请勿拆包装安装,及时与我们联系反映情况以便妥善处理;拆车件装车前后若有质量问题,请及时与我们联系并反馈你的信息,我们会全权为你处理,让您无后顾之忧。
本页链接:http://www.cg160.cn/vgy-73948632.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
濮阳市铁汉带压堵漏技术服务有限公司是一家专业从事不停车带温带压堵漏服务的公司. 濮阳市铁汉带压堵漏技术服务有限公司是由国内一些**堵漏企业的精英组成,成立至今,已先后为中国石化.中国石油下属分公司等多家工业企业进行了带压堵漏服务,并建立了良好的合作关系。 铁汉公司技术力量雄厚,对施工环境异常恶劣的现场,..
- 我要给“河南水下混凝土切割 售后服务好”留言
- 更多产品