- 产品描述
小导管采用长4m的φ42×4热轧无缝焊管加工而成,其头部为锥体,以便插打,并防止浆液前冲;管壁四周钻8压浆孔,交叉排列,呈梅花形布置(防止注浆出现死角),孔间距7。尾部1.0m范围内不钻孔防止漏浆,末端焊φ6环形箍筋,以防打设小导管时端部开裂,影响注浆管联接。
小导管尖头机,是工程掘进施工防护的重要设备,主要用于施工的预支护。**前小导管尖头机是开挖工作面的一种非常有效的施工
小导管提供的抗剪力、抗拉力,以及由于小导管的锚固力使岩层层面摩擦力增加,将要滑动的岩块得以稳定,阻止层面的相互错动,提高岩层的“岩石梁”或“岩石拱”小导管尖头机的整体抗剪、抗弯能力。
缩尖机型号:50型 额定电压:380V 50HZ
缩尖直径:常用30/42/50 主电机:5.5KW
产量:6根/分钟 缩尖厚度:8
缩尖长度:1 整机重量:2600kg
小导管打孔机
送料长度:3.5*6米 电机功率:7.5KW
管材直径:25/42/50 打孔精度:0.1
送料速度:Max800/秒 送料方式:夹送
小导管缩尖机设备操作步骤:
1、将管件放到送进机构处(其中**在感应加热炉圈内侧);
2、脚踩加热炉启动开关,时间设定在8秒,待时间到时,管件加热区域已呈现红的发黑状态即可;
3、脚踩送进机构启动开关,送进机构管件,机构在推进气缸的作用下送进缩尖主机;
4、在设定缩尖时间内成型后,送进机构会自动缩回将成品带回,夹持机构松开,成品成型!
小导管缩尖机使用注意事项:
1、小导管加工前,必须对其表面、污渍、泥土等杂物就行清理。
2、**前小导管岩体的端头须加工成长度为20cm的圆锥形,尾部焊接Φ8的钢筋加劲箍。
3、**前小导管管体须用钻床钻Φ8的注浆孔,注浆孔间距为1,呈梅花形布置,尾部长度留30cm的止浆段。
4、钻孔结束后,必须铁屑并将注浆孔毛刺磨平。
5、**前小导管单根设计长度为4m。
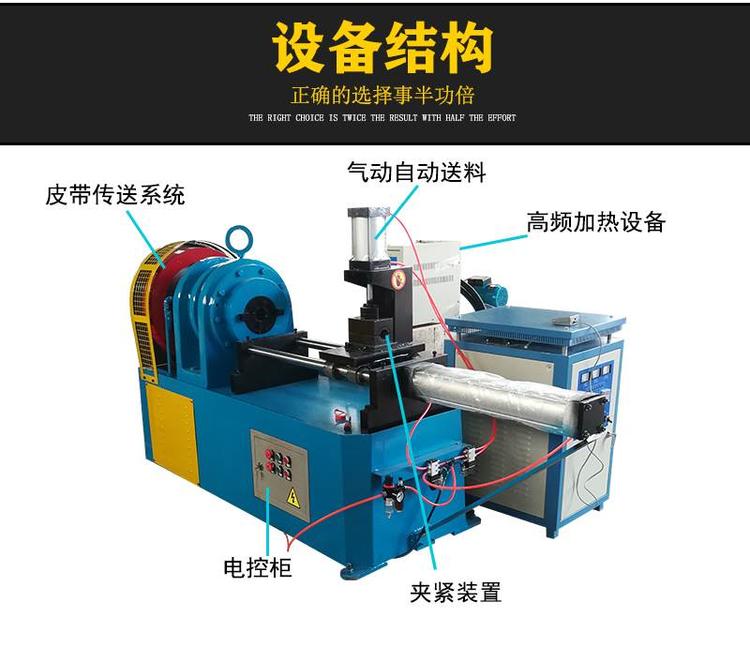
小导管尖头机工作原理:
1、该机由电动机通过三角带,钟传达给飞轮,主轴作旋转运动,使主轴中撞块及模具产生离心力,同时在滚针的撞击下,来完成锥管动作。
2、在结构设计上比一般的锥管机较,在工作时较稳定、较快捷、效率较高。
3、夹模采用进口型, 夹持力强、不易磨损,工作时无左右前后偏摆或跳动的现象和疑虑,速度均匀。
4、本机采用皮带传动,尺寸精度高,传动部分灵活。
5、快捷、方便、、节省人工及加工次数等。
成功始于诚信,实力铸就,服务创未来。二十一世纪是科技经济高速发展的时代。竞争与发展并存,机遇与挑战同在。河南振首将以“忠诚、务实、拼搏”为企业精神,以敏锐的目光,昂扬的姿势面向一个广阔的市场和未来。


我单位主要为生产制造单位。面向全国销售工程机械设备,欢迎广大经销商和客户来电咨询合作。河南通隧机械设备有限公司为河南名优企业,我公司是注浆机,喷浆机,冷弯机,钢材加工设备的型制造企业。集设计、生产制造、安装、调试及售后服务于一体。产品遍及全国二十几个省市,深受广大客户的**。公司位于地处河南。本着团结、敬业、信誉、创新的精神,从精英团队塑造企业文化,以企业文化提升质量;以的质量推进企业发展;以企业发展凝聚精英团队为经营理念。遵循“的质量就是明天的市场“这一经营法则,愿广交朋友。
欢迎来到河南通隧机械设备有限公司网站,我公司位于华夏民族早期活动的中心区域之一、中国太极拳发源地—焦作市。 具体地址是河南焦作山阳区公司街道地址,负责人是崔经理。
主要经营河南通隧机械设备有限公司是一家集设计、生产制造、安装、调试及售后服务于一体的企业,主营:工字钢冷弯机、爬焊机、喷浆机、液压湿喷机、预制件生产线、自动上料喷浆机组等产品,欢迎来电咨询!。
我司专营工程机械 建筑工程机械 混凝土喷射机 ,研发团队成员,均来国内外大型工程机械企业的研发机构,专业技术人员。经过多年的实践与积累,掌握了多种工程机械产品从设计到生产加工的全套技术。
本页链接:http://www.cg160.cn/vgy-73286695.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于河南通隧机械设备有限公司
商铺首页 |
更多产品 |
联系方式
我单位主要为生产制造单位。面向全国销售工程机械设备,欢迎广大经销商和客户来电咨询合作。河南通隧机械设备有限公司为河南名优企业,我公司是注浆机,喷浆机,冷弯机,钢材加工设备的型制造企业。集设计、生产制造、安装、调试及售后服务于一体。产品遍及全国二十几个省市,深受广大客户的**。公司位于地处河南。本着团..
- 我要给“活动优惠中 河池小导管尖头机供应商”留言
- 更多产品