
- 产品描述
玻璃钢化粪池的成型简单简单一点可以分为以下几个步骤:
1、依照磨具用玻璃纤维布与不饱和树脂粘合制成化粪池的支撑圈,堵头及隔板。
2、根据化粪池的容积用玻璃纤维布与不饱和树脂粘合制成化粪池的表面,简称平板。
3、将平板对接为圆柱,用隔板和支撑圈将其固定。接缝处分别用粗、细玻璃纤维布粘合固定。
4、将两个堵头与圆柱两侧对接,接缝处分别用粗、细玻璃纤维布粘合固定。
5、将整个化粪池装上缠绕机(无缠绕机就手工操作)进行缠绕。
6、将化粪池中间隔板两侧开两对称方形切口,为清掏口。
封头制作工艺:封头制作采用真空导入法、充气脱模工艺制作。
内衬制作工艺:内衬制作采用喷射气脱工艺,用混合喷,把树脂和短切玻纤混合后,喷射到制衬机上(玻纤切到1-2公分、内衬厚度5毫米),待固化后,从磨具上用气(0.25兆帕以上)进行脱模。这个过程也是对产品的一个自检过程。强调说明如果制作过程中漏气,内衬是无法从磨具上脱下来的。这种工艺保证不会渗漏。这种工艺也是能够检测是否渗漏的手段。
结构加固:采用支撑:罐体内部采用玻璃钢拉挤型材米字支撑进行抗疲劳结构加固,规格:100×100、100×50。
封头组装:一端封头外插到罐体上,内部补强短切毡5层、外部补强3层。另一端封头平端对接,同样采用内5外3补强。
两端封头组装完毕后进行充气加压检测(0.25兆帕以上),合格后方可进行下一道工序。
玻璃钢化粪池的特点:
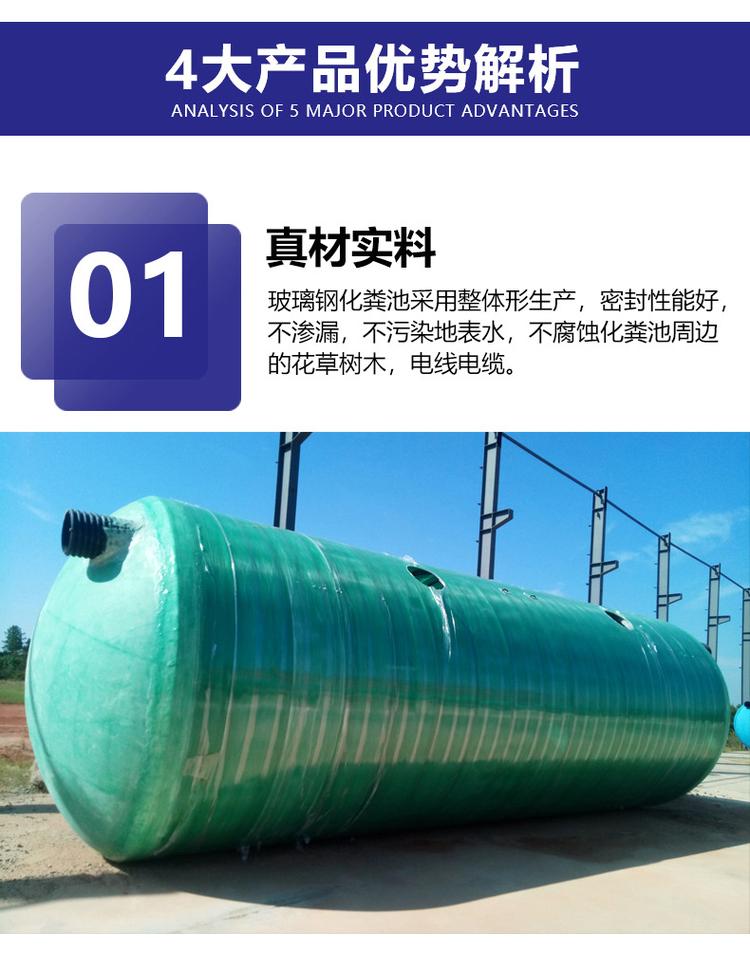
1、使用寿命长、具有很好的耐腐蚀、耐酸碱、高低温度下不变形,正常情况下使用寿命可以高达五十年以上。
2、本产品的结构合理、经过很多次的耐压测试,卡车在上部碾压不变形、受压均匀。
3、沉淀池中的挂莫填料和厌氧生物填料的应用,截留了很多的生物量,污水处理的能力比传统的设备提高了一倍。
4、化粪池利用**树脂、玻璃纤维等高强度的耐酸碱性的材料一次成形、密封性好,但是不会产生应为地基沉降而引起的断裂破损和化粪池中的板结浮渣层的现象,从而彻底的解决了砖砌化粪池的污染地下水的问题,从而**了厌氧化粪和化粪池的可靠性的运行的功能。
用化粪池处理粪便污水已有一百多年的历史。初银川化粪池作为一种避免管道发生堵塞而设置的截粪设施,在截留、沉淀污水中的大颗粒杂质、防止污水管道堵塞、减小管道埋深、保护环境上起着积作用,一直延续到现在仍然广为使用。
但由于设计、施工、使用、管理等方面存在诸多问题,致使化粪池出水各项指标均远远**过国家规定的排放标准:清掏时臭气熏天,且易发生沼气中毒事故;化粪池施工达不到设计要求,出水口形成臭水塘;有的化粪池严重渗漏,污染地下水;污泥结在池底,化粪池有效容积日趋减小,失去其处理作用等。因此,有关技术人员一直不懈地对化粪池进行改造,例如将普通化粪池改造成五格厌氧消化池、组合式生物化粪池,以及获国家**的“生态公厕”等。生态节能型化粪池也应运而生。
玻璃钢化粪池抗压强度高:产品结构设计合理,受压均匀,多次测验,卡车在上碾压不沉降,不变形。
安装施工方便、可根据场地需要自由组合安装,安装后两个小时即可投入使用。处理效果好、本产品隔舱板上下错层设计,由原来的直流式泛水改为环流式泛水,基质传递流畅,厌氧生物滤池(AF)—填料系统的应用,截留了更多的生物量,污水处理能力同等容积的传统化粪池提高了一倍以上。
玻璃钢化粪池使用方法
l、玻璃钢化粪池的选用根据不同建筑物,由单项工程设计人员计算得出设计参数。
2、玻璃钢化粪池的地点设置,原则以不影响建筑基础即可;一般距离生活饮用水池不得小于10m.距离地下取水构筑物不得小于30m.当建筑物基础平面**化粪池基础平面时,化粪池外壁距离不宜小于2m.当建筑物基础平面**化粪池基础平面时,化粪池外壁距离建筑物外墙净距不宜小于5m。
3、整体玻璃钢化粪池也小覆土0.3m.覆土不宜**过3m。在寒冷区,温度**-10℃时化粪池的覆土深度不得小于l2m.在冷月平均气温小于-13℃的地区,设计人员在考虑玻璃钢化粪池的设置深度时,玻璃钢化粪池的睡眠应设置在该地区的冷冻线以下为宜。
4、玻璃钢化粪池安装在绿化带、草坪、人行道下、覆土不宜**过l.5m;也可安装在道路地段。
5、井盖:在不过汽车时,采用加锁轻型双层井盖及盖座;可过汽车时,采用加锁重型双层。玻璃钢化粪池也虑到小区绿化的需要或道路广场铺砌的需要,铸铁或高分子井盖与地面平,在有铺砌地面处,井盖可适当降低至铺砌地面砖下,当井盖上的铺砌地面砖必须在需要打开井盖时可以开启。
6、玻璃钢化粪池容积如**过50 m3;可用两个单罐并联或串联设置,若串联,设计人员与用户必须提前通知口厂家预置,罐体外壁间距不得小于500mm。
玻璃钢化粪池大致来说也就是四步:过滤沉淀-厌氧发酵-固体物分解-粪液排放,一般来说,我们把一个大的池子分成三格,三格叫化粪池。污水先由进口排到格,在格里重较大的固体物及寄生冲击虫卵等物沉淀下来,利用池水中的厌氧开始初步的发酵分解,经格处理过的污水可分为三层:糊状粪皮,比较澄清的粪液,和固体状的粪渣。经过初步分解的粪液流入*二格,而漂浮在上面的粪皮和沉积在下面的粪渣则留在格继续发酵。在*二格中,粪液继续发酵分解,是虫卵继续下沉,病原体逐步,粪液得到进一步化,产生的粪皮和粪渣厚度比格显著减少。流入*三格的粪液一般已经腐熟,其中病菌和卵已基本杀灭。*三格功能主要起暂时储存沉淀已基本的粪液作用,,经过再次沉淀的粪液通过排水管流入**管网。
玻璃钢化粪池五种生产工艺简介:
1、 手糊制作方法,设备投资低,产品形状的限制因素少,适合小批量生产。它的生产条件是需要制作产品的模具,并掌握手糊工艺的技术要领。但是,这种制作方法所制成的产品,质量不够稳定,产品的质量档次不够高,较难满足某些产品的性能要求。
2、 喷射成型方法,是一种借助于喷射机器的手工积层的方法。该方法具有**、成本低的特点,有逐步取代传统的手糊工艺的趋势。其产品的整体性强,没有搭接缝,且制品的几何尺寸基本上没有受到限制,成型工艺不复杂,材料配方能保持一定的准确性。其不足之处,在于制品的质量在很大程度上,取决于操作工人的生产技能。另外,喷射所造成的污染,一般均大于其他的工艺方法。
3、模压成型工艺和模塑料成型工艺,其压制工艺和设备条件基本相同,前者采用浸胶布作为模压料,而后者采用片状、团状、散状的模压料,先将一定量的模压料置于金属对模中,而后在一定温度和压力下成型制得所需的玻璃钢制品。这种生产成型方法,所制得的产品尺寸,表面光洁,可一次成型生产效率较高,且产品质量较为稳定,适合于大批量制作各种小型玻璃钢制品。其不足之处是模具的设计和制造较为复杂,生产初期的投资较高,且制件受设备的限制较为**。
4、拉挤成型方法,是在牵引装置牵引下,使浸渍树脂的纤维增强材料,先在模具中预成型,并经加热使之固化成型,制成玻璃钢型材,后切割成。
5、 纤维缠绕工艺方法,是将浸渍过树脂的连续纤维,按一定的规律缠绕到芯模上,层叠至所需的厚度固化后脱模,即成制品。该方法是长沙丰博环保一直使用的玻璃钢化粪池制作方法。它的特点是可按产品承受应力情况来设计纤维的缠绕规律,使之充分发挥纤维的抗拉强度,并且容易实现机械化和自动化,产品质量较为稳定,若配用不同的树脂基体和纤维的**复合,则可获得佳的技术经济效果。纤维缠绕工艺,可成功地应用于制作玻璃钢化粪池,承重力远远**其他四种生产方法。



枣强县润飞玻璃钢有限公司公司主要生产玻璃钢风机、玻璃钢屋顶风机、玻璃钢轴流风机、玻璃钢离心风机、玻璃钢边墙风机、玻璃钢斜流风机、BLDMF-4防雷防爆电动球形风帽、防雷电动球形风帽LDMF-4、防腐离心风机、高压玻璃钢风机、玻璃钢高压离心风机、玻璃钢风机箱、轴流风机防雨罩、边墙排风机、排烟风机、混流风机、GRABZ-*防爆轴流通风机,SYBW-3防爆屋顶通风机、SYWF-3屋顶通风机、GRADZ-2.8轴流通风机、FK-9外墙风口、FK-10型连动百叶防沙内墙风口(500*300)、玻璃钢标志桩、玻璃钢警示牌、百米桩、里程碑、公路界桩、三角形标志桩、玻璃钢井盖、加油站井盖、加油站承重井盖、加油站油罐井盖、加油站操作井盖、玻璃钢冷却塔、玻璃钢格栅、玻璃钢防雨罩、玻璃钢输送机防雨罩、玻璃钢皮带机防雨罩、密闭式冷却塔、逆流式冷却塔、方形横流式冷却塔、玻璃钢储罐、玻璃钢酸雾净化塔、活性炭吸附塔、脱硫塔、玻璃钢管件、玻璃钢法兰、中央空调末端产品、风机箱、*阀、、风管、玻璃钢风管、玻璃钢化粪池、消声静压箱、玻璃钢防眩板、玻璃钢电缆桥架、玻璃钢拉挤型材、玻璃钢地沟盖板、玻璃钢护栏、玻璃钢制品等产品生产加工的公司,拥有完整、科学的质量管理体系。 公司地处华北平原,途径大广高速 、近靠衡大公路、京九铁路,交通十分方便。公司将秉承“技术成员之一、管理完善、服务满意、持续创新”的发展目标。在技术上,公司将继续加大研发投入,优化产品结构,改进产品性能,以提高产品技术含量,争做技术成员之一型企业。在管理上,我公司坚持“依科技求发展,重质量拓市场,抓管理促效益,靠人才增后劲”的发展方针,以人为本,治理整顿,深入开展企业内部的各项管理工作,以技术进步为先导狠抓产品质量。在服务上,公司将一如既往地坚持顾客至上的..
欢迎来到枣强县润飞玻璃钢有限公司网站,我公司位于属于环渤海经济圈和首都经济圈的“1+9+3”计划京南区—衡水市。 具体地址是河北衡水枣强县公司街道地址,负责人是韩飞。
主要经营玻璃钢风机,玻璃钢屋顶风机,玻璃钢轴流风机,玻璃钢离心风机,边墙风机,加油站承重井盖,玻璃钢冷却塔,玻璃钢爬梯,玻璃钢风管,玻璃钢输送机防雨罩,玻璃钢井盖,玻璃钢化粪池,玻璃钢标志桩,玻璃钢警示牌。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-71066995.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 郑州防爆变频电机冷却风机厂家 操作简单 永动电机 辽宁智能机器人滑环安装 快速发货 胜途电子 汕尾智能存储货柜 智能立体货柜图片 北京高温滑环安装 性能稳定 宿迁缓冲活塞厂 隧道岩石破碎 凿岩机配件 泰丰智能厂家供应TDBETELS-1X比例阀 济南电机风机定制 操作简单 永动电机 绍兴气胎离合器报价 能吸振-可以减少机械运转时的振动 助流料斗 银川气动流化器 厂家电话 泰丰厂家供应TDBET6-10比例阀 岩石凿岩作业 大同换向阀厂商 液压凿岩机配件 兰州不锈钢变频通风机厂家 性能完善 永动电机
- 相关文章
- 玻璃钢防雨罩厂家-不易腐蚀-菏泽输送带玻璃钢防雨罩生产厂家DWT-11屋顶风机-型号参数-玻璃钢低噪声屋顶风机生产厂家玻璃钢风机箱-支持定做-F4-72-6A玻璃钢离心风机生产厂家玻璃钢管道标识牌-量大优惠-电力局玻璃钢警示牌生产厂家公路标志牌-内容可定做-天然气管道玻璃钢警示牌生产厂家玻璃钢弧形防雨罩-尺寸可定做-平顶山输送带玻璃钢防雨罩生产厂家玻璃钢除臭盖板-质量为先-上海玻璃钢污水池盖板生产厂家玻璃钢除臭盖板-支持定做-扬州玻璃钢污水池盖板生产厂家标志桩玻璃钢警示牌-立柱高度定做-铁路光缆玻璃钢警示牌生产厂家复合材料承重井盖-承重5T复合井盖-湖北直径700加油站承重井盖生产厂家玻璃钢风管安装-防腐风管-朔州玻璃钢风管生产厂家玻璃钢输送机防雨棚-不易腐蚀-山东输送带玻璃钢防雨罩生产厂家
关于枣强县润飞玻璃钢有限公司
商铺首页 |
更多产品 |
联系方式
枣强县润飞玻璃钢有限公司公司主要生产玻璃钢风机、玻璃钢屋顶风机、玻璃钢轴流风机、玻璃钢离心风机、玻璃钢边墙风机、玻璃钢斜流风机、BLDMF-4防雷防爆电动球形风帽、防雷电动球形风帽LDMF-4、防腐离心风机、高压玻璃钢风机、玻璃钢高压离心风机、玻璃钢风机箱、轴流风机防雨罩、边墙排风机、排烟风机、混流风机、GRABZ-..
- 我要给“陕西玻璃钢雨水收集池价格-15立方化粪池定做-定做加工”留言
- 更多产品










相关分类






