- 产品描述
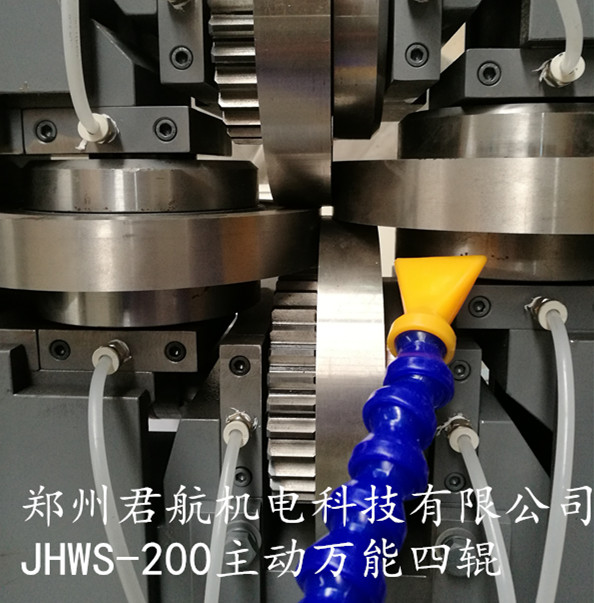
焦作君航机电科技有限公司主要生产:线材精密主动四辊轧机、精密两辊轧机、异型线材轧机、辊模双驱牵引拉拔机、校直机、空芯卷精密绕线机、工字轮精密绕线机、H型钢焊丝放线架等非标线材设备以及线材配件。2001年公司开发的高强度合金钢线轧制设备所生产的活塞环丝联轧机轧制精度达到±0.002mm,直线度达到每米0.2mm,处于国内成员之一。公司历经数年努力,不断创新,所研制生产的不锈钢三角丝精密四辊四联轧、矩形弹簧钢丝五联轧、异型线材四联轧、矩型线三联轧+牵引等设备受到国内外客户高度认可。其产品广泛应用汽车、、石油装备、矿产、、电子、等行业的金属线材、带材加工生产。 公司地址:河南省郑州市荥阳市京城路北段荥锦电厂灰渣场处2#厂房
欢迎来到焦作君航机电科技有限公司网站,我公司位于华夏民族早期活动的中心区域之一、中国太极拳发源地—焦作市。 具体地址是河南郑州中原区公司街道地址,负责人是李工。
主要经营焦作君航机电科技有限公司主要生产:埋弧焊丝放线架、矩形异形线材轧机、不锈钢弹簧钢丝扁丝轧机、精密轧机设备以及线材辅助配件。公司历经数年努力,不断创新,所研制生产的不锈钢三角丝专用精密四辊四联轧、矩形弹。
本公司在机械产品这一领域倾注了无限的热忱和激情,公司一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌,携手共创美好明天!
本页链接:http://www.cg160.cn/vgy-69868926.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于焦作君航机电科技有限公司
商铺首页 |
更多产品 |
联系方式
焦作君航机电科技有限公司主要生产:线材精密主动四辊轧机、精密两辊轧机、异型线材轧机、辊模双驱牵引拉拔机、校直机、空芯卷精密绕线机、工字轮精密绕线机、H型钢焊丝放线架等非标线材设备以及线材配件。2001年公司开发的高强度合金钢线轧制设备所生产的活塞环丝联轧机轧制精度达到±0.002mm,直线度达到每米0.2mm,处于国..
- 我要给“福州异型丝精密轧机 铜扁线轧机 ”留言
- 更多产品










相关分类






