- 产品描述
马来松香是由普通脂松香与马来酸酐在一定的工艺条件下起狄尔斯一阿德耳反应后所得的产物。马来松香是改性松香,它比普通脂松香有以下优点:
1、软化点比较高;
2、粒子团比较细小;
3、分子结构增加2个羧基,增强了羧基的活性,因而具有较高的反应性能,比较显著的酸性,对氧化和老化有较好的稳定性。
焊锡珠现象是表面贴装过程中的主要缺陷之一,它的产生是一个复杂的过程,也是烦人的问题,要完全消除它,是非常困难的。 一般来说,焊锡珠的产生原因是多方面的。焊膏的印刷厚度、焊膏的组成及氧化度、模板的制作及开口、焊膏是否吸收了水分、元件贴装压力、元器件及焊盘的可焊性、再流焊温度的设置、外界环境的影响都可能是焊锡珠产生的原因。
焊膏的选用直接影响到焊接质量。焊膏中金属的含量、焊膏的氧化度,焊膏中合金焊料粉的粒度及焊膏印刷到印制板上的厚度都能影响焊珠的产生。可以从下面几个方面改善:
1、焊膏的金属含量。焊膏中金属含量其质量比约为89%~91.5%,当金属含量增加时,焊膏的黏度增加,就能有效地抵抗预热过程中汽化产生的力。另外,金属含量的增加,使金属粉末排列紧密,使其在熔化时更容易结合而不被吹散。此外,金属含量,的增加也可能减小焊膏印刷后的″塌落″,因此,不易产生焊锡珠。
2、焊膏的金属氧化度。在焊膏中,金属氧化度越高在焊接时金属粉末结合阻力越大,焊膏与焊盘及元件之间就越不浸润,从而导致可焊性降低。
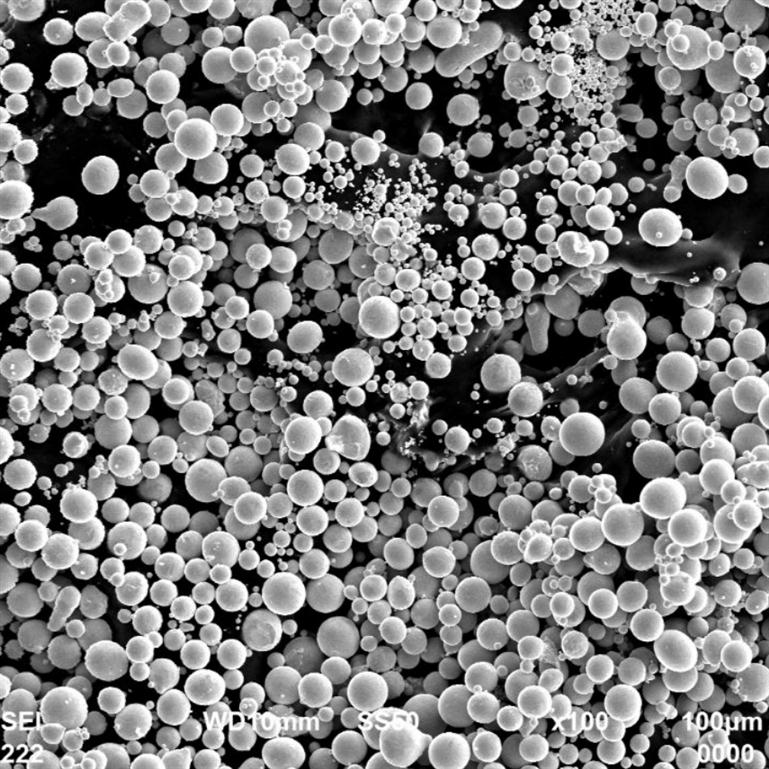
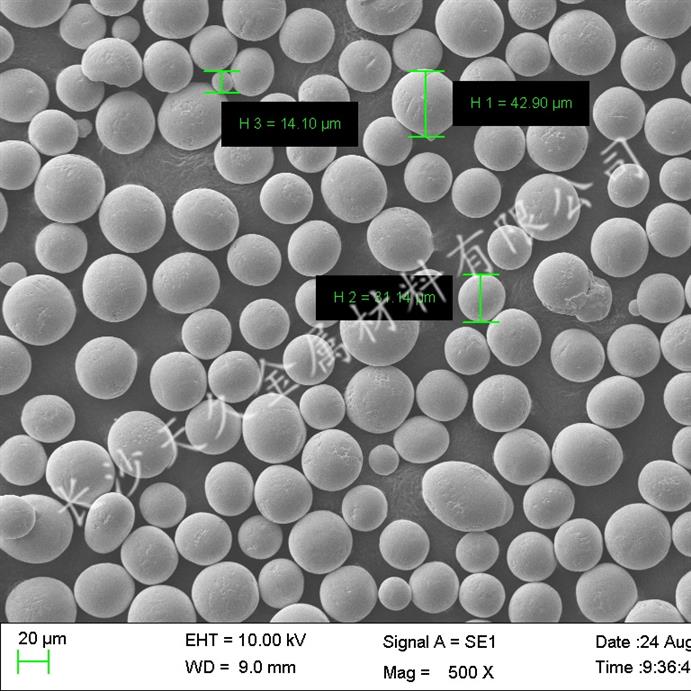
3、焊膏中金属粉末的粒度。焊膏中粉末的粒度越小,焊膏的总体表面积就越大,从而导致较细粉末的氧化度较高,因而焊锡珠现象加剧。我们的实验表明:选用较细颗粒度的焊膏时,更容易产生焊锡珠。
4、焊膏在印制板上的印刷厚度。焊膏印刷后的厚度是漏板印刷的一个重要参数,通常在0.12mm-0.20mm之间。焊膏过厚会造成焊膏的″塌落″,促进焊锡珠的产生。
锡膏的印刷是电子组装行业生产电路板的关键环节,百分之九十五以上的组装不良率都是由印刷不良引起的。锡膏的印刷是锡膏借助印刷设备将锡膏移植到电路板焊盘上的工艺过程。影响印刷效果的因素主要有类:钢网,刮刀,印刷参数。
在焊接领域里几乎所有的金属暴露于空气中就会立刻氧化,产生的氧化物会阻碍润湿,阻碍焊接。因此,需要一些方法来去除此氧化物,且不会形成再次氧化。有一些材料可以去除氧化物且盖住金属表面使氧化物不再形成,这就是助焊剂,它是焊接工程必要的材料。它们尚需具备其他的特性,如耐焊接温度、自由流动和不阻碍焊锡的流动。理想上,它们也不攻击焊点上的金属或四周的材料,而且也必须易于被去除。
助焊剂对被焊表面的涂布方法有传统波焊中的泡沫式,波流式,喷射式及表面沾浸式的涂布方法。在预热过程中,多种助焊剂在得到热能的协助后,皆能充满活力而得以对各种金属外表执行清洁的任务。因此,助焊剂本身在各种涂布焊接工程学上,除清洁作用外,还有润焊湿润、摭散性、助焊剂活性、热稳定性、化学活性等。
长沙天久金属材料有限公司成立于 2010 年,是一家集研发、生产、销售、服务为一体的专业金属粉末、金属材料供应服务商。我公司生产团队现有员工近 70 人,雾化生产线 6 条,主要采用氮气雾化制粉工艺,生产各类高纯球形金属粉末,年产量** 5000 吨。广泛应用于金属注射成型、导电浆料、喷涂、喷焊、堆焊、钎焊、3D 打印增材制造等领域。 我公司本着“先做人、再做事、后盈利”的经营理念,历经近 10 年的辛苦耕耘,已逐渐成长为国内气雾化制粉的*企业,并不断为成为一家**、品类齐全、个性定制、服务良好的**性新型材料供应商而努力。
欢迎来到长沙天久金属材料有限公司网站,我公司位于有3000年悠久的历史文化,约有2400年建城史的长沙市。 具体地址是湖南长沙天心区公司街道地址,负责人是何静。
主要经营氧化铋。
我公司主要供应冶金 粉末冶金 金属粉末 等,产品销售全国各地,深受企业用户的信任和好评!期待与您的合作!
本页链接:http://www.cg160.cn/vgy-69657535.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于长沙天久金属材料有限公司
商铺首页 |
更多产品 |
联系方式
长沙天久金属材料有限公司成立于 2010 年,是一家集研发、生产、销售、服务为一体的专业金属粉末、金属材料供应服务商。我公司生产团队现有员工近 70 人,雾化生产线 6 条,主要采用氮气雾化制粉工艺,生产各类高纯球形金属粉末,年产量** 5000 吨。广泛应用于金属注射成型、导电浆料、喷涂、喷焊、堆焊、钎焊、3D 打印增..
- 我要给“SnPb6337锡焊料无铅锡粉 锡焊粉”留言
- 更多产品