- 产品描述
点胶机、灌胶机的封装作业前期准备工作的首要流程是:将胶水灌入胶筒之后,必须要对灌入胶水量的多少以及粘稠度的大小对预先设定的量进行对比,在确保无误之后才能进行之后的点胶阀测试工作。点胶阀的测试主要就是指点胶阀的完好程度的测试。点胶阀是对流体大小等一系列变量进行控制的元件,点胶阀的好坏优劣对点胶质量的影响尤为重大。
不同的胶水都不不同粘度,不同的工艺,也会有不同的要求,这是我们所无法用每秒几克来计量,只能通过定时去定量,胶水的粘度决定我们去采用怎样大的压力.调压阀相当于水龙头锁紧开关,压力越大,出胶速度也就越快,时间设置得越长,流出的量也就越大.汽油一般粘度是5000CPS,机油12000CPS,牙膏状的是20000cps,玻璃胶就是80000cps,我们灌胶机适合点的是粘度是5000CPS以内,对于高粘度的胶水,需要用天高压泵去打胶出来.对于像水一样的流体时就需要用到回吸功能.以防止胶水不断地向下流.
所以下面我们分析其中问题所在以及解决灌胶机滴胶的问题。灌胶机造成灌胶机滴胶是密封不佳造成的,首先检查胶筒盖是否拧紧,当胶筒盖没扭紧空气很容易进入使内部胶水产生气泡。如果是运送气压源的管道破的裂也会造成灌胶机滴胶,首先需要将灌胶机管道内的胶水全部排出,然后更换一条新的运输胶管,如果这些有气泡的胶水需要继续使用,就要不断进行搅拌使其胶水气泡消失才能正常使用,也可以采用真空将气泡抽出。
排除了灌胶机内管道和胶管的原因后,检查气压源供给气压是否纯净也是一个重要的方面,当气源混合了空气进入后说明气压源附近密封装置坏了,灌胶机的回吸气压也是导致漏气滴胶的一个重要原因,当回吸气压过大容易使空气从针头处进入机体内,也会给产品的正常滴胶效果造成影响。当然胶阀也可能是灌胶机滴胶的原因之一,如果发现在使用滴胶机进行点胶工作时有滴漏现象出现,说明了使用在的胶阀密封性比较差,容易造成漏气内部损失气压等滴胶问题,解决的办法只能将胶阀取出进行密封修理。
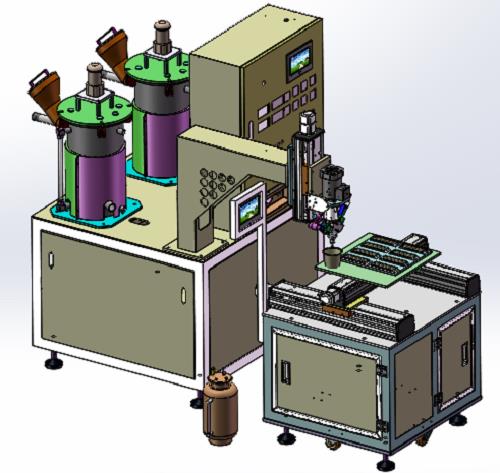
双液灌胶机的应用在不同的灌胶技术的企业,实现自动灌胶的同时,能够有效地提高塑胶的灌胶效率。通过人工传统灌胶相比较,双液灌胶机混合比例较容易实现,精准。传统灌胶过程中存在不可避免的问题:一、这个混合比例很难控制二、胶水比如果生产线破损原因停止运行,会造成胶水的浪费三、生产效率低固孚智能的双液灌胶机有啥优点呢?
那点胶机该如何保养呢?首先更换胶种,需清洗管路。此时先关闭进料阀,打开排料阀,将胶桶剩余胶料排出后,关闭排料阀打开进料阀将清洗溶剂倒入储胶桶内,启动机体,按平时操作方式将溶剂压出冲洗。点胶机在胶水大量使用前,请先小量试用,掌握产品的使用技巧,以免差错,当测试没问题时,再用双液滴胶机或双液灌胶机进行大批量的生产;抽真空系统对胶水进行抽真空除泡处理,以排除搅拌过程中产生的气泡,或静置10-20分钟再使用,以使混合时产生的气泡及时排除,混合在一起的胶量越多。

苏州知日自动化科技有限公司是一家集自动化设备设计、研发、生产、销售及售后服务为一体的,主要从事双液点胶机,自动灌胶机,led灌胶机,单液,双液动态点胶机,各行业非标设备,自动灌胶、点胶设备,自动工作台、机器人码垛、搬运,数控车床、冲床、压机的自动化上下料改造及各类非标设备等。
欢迎来到苏州知日自动化科技有限公司网站,我公司位于园林景观其独特,拥有 “中国园林之城”美称的苏州市。 具体地址是江苏苏州昆山市公司街道地址,负责人是吴德杰。
主要经营点胶机。
本公司主营LED LED封装设备 点胶机 ,以“让顾客放心是我们永恒的目标,不断进取是公司生存和发展之本”为企业的质量方针,本着追求高品位,服务于社会的质量理念,欢迎来电咨询价格、洽谈合作!
本页链接:http://www.cg160.cn/vgy-68280754.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 涂装设备,喷漆设备,维达 石家庄环保数据公示屏多少钱 嘉兴环保数据led显示屏 维达,喷涂固化炉,高温烘干炉高效节能环保 西安环保数据公示屏多少钱 文山环保数据led显示屏 西安环保数据公示屏多少钱 普洱环保数据led显示屏 长春环保数据公示屏多少钱 文山环保数据led显示屏 喷粉设备,静电喷粉设备,全自动喷粉线,喷塑设备喷塑流水线 长春环保数据公示屏多少钱 浙江环保数据led显示屏 呼和浩特环保数据公示屏多少钱 洛阳环保数据led显示屏 济南环保数据公示屏多少钱 辽宁环保数据led显示屏 环保数据公示屏多少钱 商洛环保数据led显示屏 静电喷涂设备,喷涂*节能防腐防锈表面平整全自动
关于苏州知日自动化科技有限公司
商铺首页 |
更多产品 |
联系方式
苏州知日自动化科技有限公司是一家集自动化设备设计、研发、生产、销售及售后服务为一体的,主要从事双液点胶机,自动灌胶机,led灌胶机,单液,双液动态点胶机,各行业非标设备,自动灌胶、点胶设备,自动工作台、机器人码垛、搬运,数控车床、冲床、压机的自动化上下料改造及各类非标设备等。
- 我要给“宿迁双液灌胶机报价 苏州知日”留言
- 更多产品