- 产品描述
电机转子高频热配合设备,电机壳高频加热机加热(热锻、热装、熔炼炉):热锻主要是将工件加热到一定的温度(加热温度因材料不同而不同),并通过冲床、锻床或其他形式将工件锻造成其他形状。例如,表壳、表坯、手柄、模具附件、厨房餐具、工艺品、标准件、紧固件、机械零件加工、铜锁、铆钉、钢钻、热挤压钻具等。热匹配主要是指通过加热金属并利用热膨胀或热熔化的原理来连接不同金属之间或金属与非金属之间。例如,丽水高频感应加热设备,电脑散热器的铜芯与铝片和喇叭网焊接,钢塑管复合,铝箔密封(牙膏管),电机转子,电热管密封等。熔炼主要是指通过高温将金属金属化成液体,主要适用于铁、钢、铜、铝、锌及各种gui金属。比如金银的熔化。
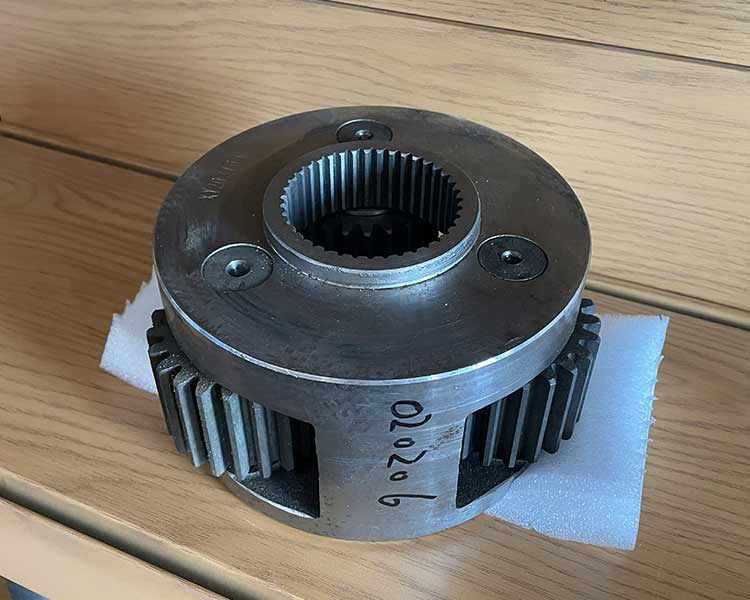
齿轮高频淬火工艺
1.工作条件是速度不大、中等载荷、断面比较大的齿轮,如铣床工作台变速箱齿轮:
工艺要求为在840℃-860℃时高频淬火和油淬,在600℃-650℃时进行回火,所选材料为40Cr、42SiMn,一般的硬度要求在HB200-HB230.
2.工作条件是中等速度、中等载荷、受不大的冲击下工作的高速机床走刀箱、变速箱齿轮:
工艺要求为调质后在860℃-880℃时高频加热机淬火和乳化液冷却,在280℃-320℃时进行回火,所选材料为40Cr、42SiMn,高频感应加热设备直销,硬度的要求为HRC445-HRC50.
3.工作条件是高速、高载荷、齿部要求比较高硬度的齿轮:
工艺要求为调质后在860℃-880℃时高频淬火,乳化液冷却,在180℃-200℃时回火,所选材料为40Cr,一般硬度要求为HRC50-HRC55.
4.工作条件是高速、中载荷、受冲击齿轮,如机床变速箱齿轮,龙门铣床的电动齿轮:
工艺要求为900℃-950℃进行渗碳,高频感应加热设备公司,直接淬火或是800℃-820℃时高频淬火和油淬,在180℃-200℃时进行回火,所选材料为20Cr、20CrMn,一般硬度要求为HRC58-HRC63。
5.工作条件是在高速、重载荷、受冲击、模数大于6的齿轮:(退火、正火的缺陷)
工艺要求为一般在900℃-950℃渗碳,降温到820℃-850℃高频淬火,在180℃-200℃时回火,所选材料是20CrMnTi、20SiMnVB、12CrNi3,一般硬度要求为HRC58-HRC63.
6.工作条件是传动的精度高,要求具有一定耐磨性的大齿轮:
工艺要求为850℃-870℃进行空冷,在600℃-650℃进行回火,所用材料为35CrMo,一般的硬度要求HBB255-HBB302.
高频淬火后自回火工艺的优点在于,淬火后直接自回火,省时省力省成本,高频感应加热设备供应,只是稍难掌握,需要一定经验。
高频淬火后自回火工艺的缺点:自回火工艺对于不重要的工件,在节约的前提下才用。自回火工艺不能保证热处理的硬度值;自回火工艺不能完全消除淬火的内应力;自回火工艺对于高合金自回火会造成裂纹倾向。
高频淬火自回火工艺的注意事项:①、高频淬火后自回火在回火温度停留时间较短,为了将硬度降低到同等程度,自回火温度应比普通回火高50-100度。 ②、自回火工艺较难掌握,应根据实验选定合适规程并严格执行。如果工件要求比较高,建议采用空气电阻炉回火。
无锡捷兴机电设备-高频感应加热设备供应-丽水高频感应加热设备由无锡捷兴机电设备有限公司提供。无锡捷兴机电设备有限公司位于新吴区五洲国际工业博览城浙江街。在市场经济的浪潮中拼博和发展,目前无锡捷兴机电设备在行业设备中享有良好的声誉。无锡捷兴机电设备取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。无锡捷兴机电设备全体员工愿与各界有识之士共同发展,共创美好未来。









无锡捷兴机电设备有限公司是一家成立12年的台资企业,从事生产中、高频感应加热设备。并可根据客户的要求,单独设计、制造型号的中、高频感应加热产品及配套设备以满足客户实际生产的需要。设备广泛用于金刚石圆盘锯、硬质合金刀具、刃具的钎焊,小型工件的淬火、退火、调质、热变形、小量有色金属熔炼;产品具有规格全、适用范围宽、可靠性高等特点。
欢迎来到无锡捷兴机电设备有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡公司街道地址,负责人是王经理。
主要经营无锡捷兴机电设备有限公司为您提供高频感应加热设备,中频熔炼炉,高频淬火设备,高频加热机,充分满足您的需求。找关于高频感应加热设备,中频熔炼炉,高频淬火设备,高频加热机的内容找无锡捷兴机电设备有限公司。
单位注册资金:人民币 100 万元 - 200 万元。
公司供应高频淬火设备,高频感应加热设备,高频加热机,中频熔炼炉等产品,获得客户的一致好评,如果您对我公司的产品有兴趣,请在线留言或者来电咨询。
本页链接:http://www.cg160.cn/vgy-66403281.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
- 产品推荐
- 河北神龙拜耳 集中式光伏支架一兆瓦多少钱 兼容性好 神龙谷 光伏支架厂家太阳能支架厂家 防锈防潮 神龙 光伏支架分布式 角度可调 河北神龙拜耳 光伏支架联系方式 轻量化设计 神龙 光伏支架屋顶光伏板安装方式 耐腐蚀性强 神龙谷 南京光伏支架厂家 抗震性能优 南京附件光伏发电系统安装电话 上门服务 神龙谷 光伏支架米重 抗震性能优 河北神龙拜耳 光伏支架三角连接件 耐腐蚀性强 神龙谷 钢结构屋面光伏支架 轻量化设计 杭州光伏发电系统电话 设计安装施工一体 金坛区上门光伏发电系统公司
- 相关文章
- 无锡捷兴机电设备公司-焊接高频感应加热设备厂家无锡捷兴机电设备公司-高频感应加热机供应-河池高频感应加热机无锡捷兴机电设备公司-山西中高频感应加热设备无锡捷兴机电设备公司-节能中频熔炼炉厂家-安徽节能中频熔炼炉无锡捷兴机电-高频感应加热设备厂家-舟山高频感应加热设备无锡捷兴-高频设备感应加热机哪家好-蚌埠高频设备感应加热机无锡捷兴机电-自动高频淬火设备供应-天津自动高频淬火设备无锡捷兴-中高频感应加热设备直销-济源中高频感应加热设备无锡捷兴机电设备公司-超高频感应加热设备公司河南高频电感应加热设备-无锡捷兴机电设备常州高频设备感应加热机-无锡捷兴机电设备高频电感应加热设备哪家好-无锡捷兴机电
- 我要给“无锡捷兴机电设备-高频感应加热设备供应-丽水高频感应加热设备”留言
- 更多产品