- 产品描述
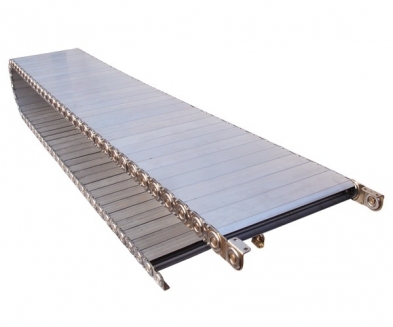
钢铝拖链就这样像光一样的发展,速度之快,可其中也存在着诸多的问题,常见的就是钢铝拖链在生产过程中的质量,使用寿命以及良莠不齐的现像,在加上市场上竞争的激烈,如因如些激烈的市场,铸就了那些从质量,从应用角度出发生产钢铝拖链的企业,淘汰了只顾一时间的利润而不顾产品质量的生产企业。正因有这样的企业在推动着钢铝拖链的发展,不管是从钢铝拖链的外观还是到他的使用年限都得到了很大的提高,但对于钢铝拖链起步较晚的其它国家来说,钢铝拖链本身产品和国外的比起来还存在着一定的差距。其主要原因不在钢铝拖链本质产品上,而是和当时的国情有着一定的关系,不要质量要数量的口号使得我国钢铝拖链产品落后于其它国家
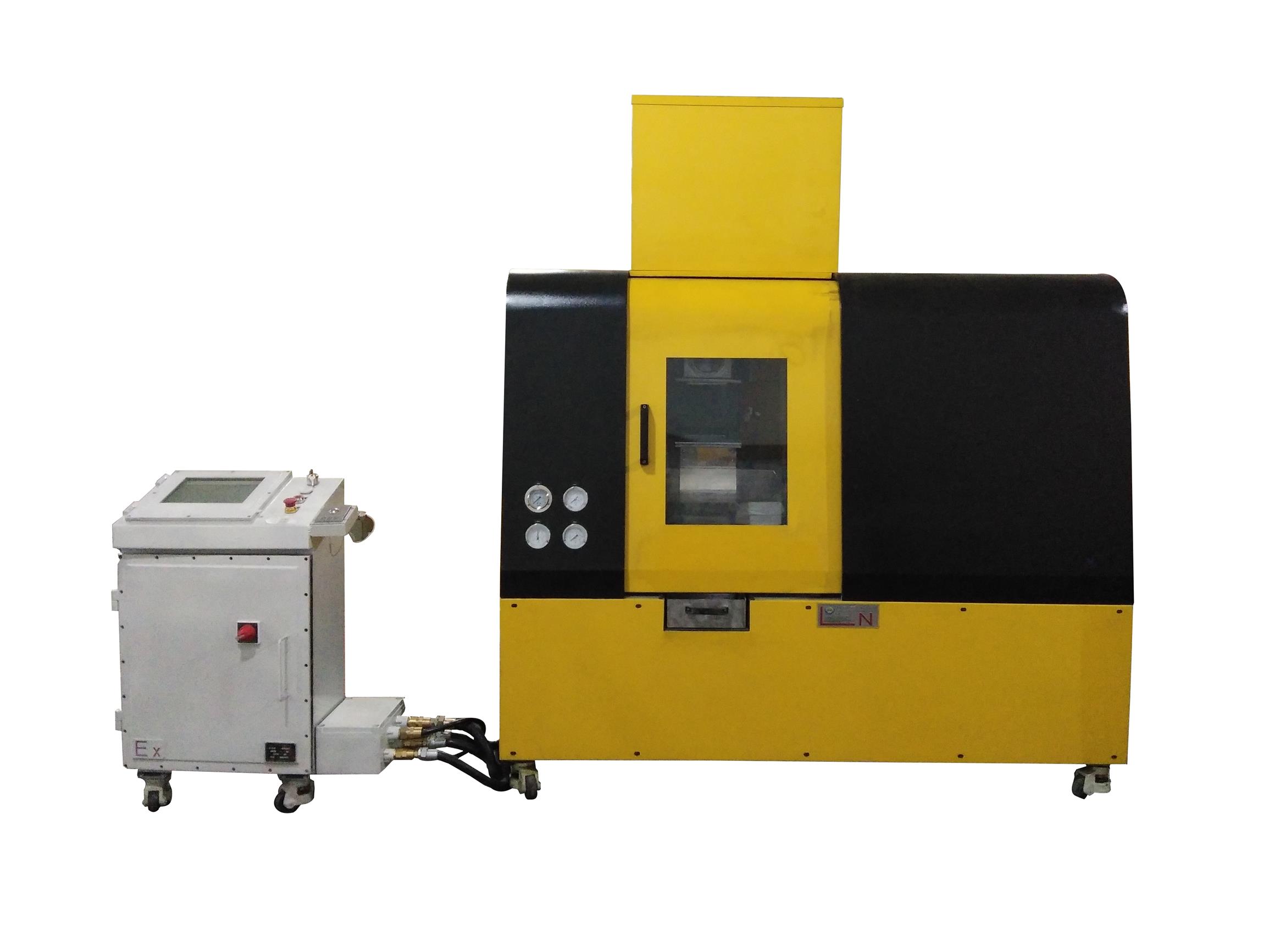
控机床是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、能的自动化机床。现有的数控机床的电主轴结构设计不合理,工作效率低,不适于工业化大生产。本实用新型要解决的问题是提供一种结构设计合理且适于工业化大生产的数控机床的电主轴。
为了解决上述问题,本实用新型提供了一种数控机床的电主轴,包括主轴壳体、主轴、主轴电机、电机驱动模块和冷却装置,主轴套设于主轴壳体中,主轴电机设于主轴壳体中并与主轴适配,主轴壳体上设有电源适配器,电源适配器与电机驱动模块相适配,电源适配器与主轴电机电连接,主轴壳体上设有冷却进口和冷却出口,冷却装置分别与冷却进口和冷却出口通过管道连接。作为本实用新型的进一步改进,主轴上设有若干个轴承。主轴壳体上设本实用新型与现有技术相比,结构设计合理,安装处稳定,实施方便,成本低廉适于大规模工业化生产。冷却液通道可以降低因电主轴转动而产生的机
1为本实用新型数控机床的电主轴的结构示中:1-主轴壳体,2-主轴,3-主轴电机,4-电机驱动模块,5-冷却装置,6-电源适配器,7-冷却进口,8-冷却进口,9-管道,10-轴承,11-电机反馈装置。下面结合附图和实施例对本实用新型做进一步的解释说明。1所示,一种数控机床的电主轴,包括主轴壳体1、主轴2、主轴电机3、电机驱动模块4和冷却装置5,主轴2套设于主轴壳体I中,主轴电机3设于主轴壳体I中并与主轴2适配,主轴壳体I上设有电源适配器6,电源适配器6与电机驱动模块4相适配,电源适配器6与主轴电机3电连接,主轴壳体I上设有冷却进口 7和冷却出口 8,冷却装置5分别与冷却进口 7和冷却出口 8通过管道9连接。主轴2上设有若干个轴承10。主轴壳体I上设有电机反馈装置11,电机反馈装置11与主轴电机3通过通讯连接。冷却装置可以为冷却水制备装置或者是冷气制造装置。本申请内容为本实用新型的示例及说明,但不意味着本实用新型可取得的优点受此限制,凡是本实用新型实践过程中可能对结构的简单变换、和/或一些实施方式中实现的优点的其中一个或多个均在本申请的保护范围内。一种数控机床的电主轴,其特征在于:包括主轴壳体(I)、主轴(2)、主轴电机(3)、电机驱动模块(4)和冷却装置(5 ),主轴(2 )套设于主轴壳体(I)中,主轴电机(3 )设于主轴壳体(I)中并与主轴(2 )适配,主轴壳体(I)上设有电源适配器(6 ),电源适配器(6 )与电机驱动模块(4)相适配,电源适配器(6)与主轴电机(3)电连接,主轴壳体(I)上设有冷却进口(7 )和冷却出口( 8 ),冷却装置(5 )分别与冷却进口( 7 )和冷却出口( 8 )通过管道(9 )连接。2.根据要求1所述的数控机床的电主轴,其特征在于:主轴(2)上设有若干个轴承(1)03.根据要求1所述的数控机床的电主轴,其特征在于:主轴壳体(I)上设有电机反馈装置(11),电机反馈装置(11)与主轴电机(3)通过通讯连接。】本实用新型公开了一种数控机床的电主轴,其特征在于:包括主轴壳体(1)、主轴(2)、主轴电机(3)、电机驱动模块(4)和冷却装置(5),主轴(2)套设于主轴壳体(1)中,主轴电机(3)设于主轴壳体(1)中并与主轴(2)适配,主轴壳体(1)上设有电源适配器(6),电源适配器(6)与电机驱动模块(4)相适配,电源适配器(6)与主轴电机(3)电连接,主轴壳体(1)上设有冷却进口(7)和冷却出口(8),冷却装置(5)分别与冷却进口(7)和冷却出口(8)通过管道(9)连接。本实用新型具有结构设计合理且节省耗能的优点。
本发明涉及一种机床的具有计算机系统、计算机程序和计算机程序产品,以及配合的机床的中性数据(Neutraldaten)-计算机控制系统。
目前制造机床时,面临越来越多的相互交织的生产过程,所述生产过程的标准化在工业界是首先加以考虑的问题,同时还要将用于控制机床必要的计算机系统一并在该生产过程加以考虑。其中的一个目的在于实现技术上可行的统一的机床控制系统,所述机床控制系统可以使使用者在对具体的机床类型进行更换时或甚至在更新数据库和存储数据时为根据工件程序加工产品提供尽可能高的机床控制参数的一致性。
一段时间以来已经针对不同的机床类型不断地探索这种措施,其中在此特别对锥齿轮切齿机给予了很大的重视。
在此,对于锥齿轮切齿机目前的解决方案是,整个机床系列的机床控制参数被汇集在一个具有所有的在机床系列中有关的有待控制的轴的统一的数据模型中,所述数据模型然后根据相应的实际的机床的具体情况-在可行的情况下,即用机床控制参数控制的轴实际存在的情况下-生成。
中所示,侧门21设置于机动车10的车身11于车辆宽度方向的各侧。门铰链22位于侧门21的前端,各侧门21由车身11通过门铰链22以转动方式支撑。转动侧门21,从而选择地打开及关闭车身11中所形成的用于上车及下车的开口(未示出)。各侧门21包括门外板23和门内板24,门外板23和门内板24分别形成侧门21于车辆宽度方向的外侧部分和内侧部分。在门外板23和门内板24中除上部之外的边缘处,使门外板23和门内板24结合在一起。在各门内板24下端于前后方向的数个位置处,形成通孔25。,竖向延伸的门缝密封条31安装于门内板24的前端。门缝密封条31用以密封防护板15 (其为车身11的组件)与门外板23之间的空间,并且包括基底部32和密封唇33。基底部32使用硬质塑料如聚丙烯(PP)通过成型形成为板状形状。密封唇33使用比形成基底部32的塑料软的塑料如热塑性烯烃(TPO)形成。密封唇33与基底部32 一体方式形成,并且密封唇33从基底部32的前端部向外向前延伸。密封唇33通过嵌件成型形成为这种形状,嵌件成型中例如将基底部32布置在模具中作为嵌件,然后,将TPO注入模具作为模塑材料。
门缝密封条31布置成,使得基底部32从内侧与门内板24重叠。卡子34安装于基底部32于竖向的数个部分处,利用卡子34将门缝密封条31固定于门内板24。关闭侧门21时,密封唇33接触防护板15,并因此弹性方式变形,从而终压贴防护板15。由此密封防护板15与门外板23之间的空间。
,门槛板12构成车身11中在关闭侧门21时面对侧门21下端部的部分。门槛板12包括门槛外板部13和门槛内板部14,门槛外板部13和门槛内板部14分别构成门槛板12于车辆宽度方向的外侧部分和内侧部分。在门槛外板部13和门槛内板部14的上缘以及下缘处,使门槛外板部13和门槛内板部14结合在一起。中所示,门槛密封条51安装于门内板24的下端部,以在关闭侧门21时密封门内板24与门槛外板部13之间的空间。体而言,朝车辆内部凸出的安装基部35与各门缝密封条31的基底部32的下端一体方式形成。安装基部35包括平的斜壁部36、平的底壁部37、以及一对平的相对壁部39。斜壁部36倾斜成,使得斜壁部36在向下方向上从基底部32越来越向内分隔开。底壁部37从斜壁部36的下端向外延伸。相对壁部39从前方和后方封闭由斜壁部36和底壁部37所形成的空间。底壁部37的下表面成形为平坦的,以形成接纳表面37a,门槛密封条本体52的前端安装于该接纳表面37a。底壁部37具有于竖向延伸贯穿底壁部37的孔38。平的壁部41从安装基部35的接纳表面37a的外缘向下延伸。门槛密封条51包括:门槛密封条本体52,其具有长条形状;以及卡子57和第二卡子58,其安装于门槛密封条本体52的数个位置处。通过按预定尺寸将中空挤出物(其通过挤出成型形成)切成区段,形成门槛密封条本体52。门槛密封条本体52包括上片53和一对侧片54、55。上片53于车辆宽度方向沿底壁部37延伸。侧片54、55从上片53的车辆宽度方向处于相反位置的侧缘大体向下延伸,并且在下缘处结合到一起。上片53与侧片54,55形成为门槛密封条本体52,使得门槛密封条本体52具有大致三角形截面。上片53前端的平坦上表面构成安装表面53a。门槛密封条本体52的处于相反位置的纵向端52a以未经机械加工(包括后整形或修整)的状态使用,因此,该处于相反位置的纵向端52a维持处于通过上述切割带来的开口状态。从门槛密封条本体52的内侧向上,将卡子57安装于上片53的前端,并且从中穿过。将第二卡子58安装于门槛密封条本体52的上片53中向后与卡子57分隔开的对应部分,并且从中穿过。第二卡子58从门槛密封条本体52内侧向上凸出。
安装表面53a (其位于上片53前端的上表面上)的大致整个部分保持与接纳表面37a(其沿着安装基部35的下表面)处于接触的状态下,使卡子57从下方穿过孔38。在此状态下,壁部41位于侧片54前端的外侧,并且在其附近。上片53中从卡子57向后隔开的部分保持与门内板24处于接触。在此状定于安装基部35,以及(ii)第二固定,将上片53固定于门内板24,从而将门槛密封条51安装于侧门21。呈现提高的刚性。结果,即使承受外力时,上片53中固定于安装基部35的前端也不易变形。在第二固定处,上片53保持与门内板24处于接触。在此状态下,将第二卡子58从下方穿过通孔25,以将上片53固定于门内板24。以这种方式,在维持与门内板24处于接触的状态下,将上片53固定于门内板24,该门内板24具有提高的刚性。结果,即使承受外力时,上片53也不易变形。关闭侧门21时,门槛密封条本体52在侧片55 (其为内侧片)处与门槛外板部13
对于用于成形铣削或成形磨削具有螺旋壳面的工件,特别是圆柱齿轮、蜗杆和转子的切齿机,显然出于上述考虑需要有这样一种系统,但实际上还没有这种系统。
其原因特别在于在对工件进行成形磨削时很难克服如下技术难题机床所需的多轴定位系统需要对具体的各个移动进行相互同步,从而形成在三维空间内的定义的曲线。实现此点的方案在于,其中的一个轴不仅用于对自己进行定位,还作为导向轴用于实现与其它的有待定位的轴的同步。
在EP0784525中披露了这样一种作为现有技术的方法,其中涉及一种用于制作锥齿轮进行齿面改型的方法。优选利用下式的多项式函数对所述的轴进行>其中相应的有待控制的轴的定位函数f(θ)取决于导向轴θ的移动。其中系数a0、a1、a2、a3和a4作为通过函数f(θ)进行控制的相应的轴的定位控制的其它的参数根据现有技术,总是用机床的可控制的机械轴中的一个轴作为导向轴。根据滚切方法工作的和因此如EP 0 784 525中所述具有一个摇台的锥齿轮切齿机中,通常将该始终必要的摇台作为导向轴,因此其滚切移动作为用于实现与其它的轴移动同步的导向移动。与相应的机床类型的其它具体设计无关,采用该方式一直用一个机床轴作为滚切工艺条件下的统一的导向轴。
但成形磨削机床与上述相反,不具有摇台或类似的轴,因此对于不同的机床类型的机床控制参数的统一化的尝试将面临对这样一个统一的导向轴进行相应的选择的问题或放弃该选择的问题。
槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。
1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。
2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100改为99,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8改为R7,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79改为80,下边宽度由97改为94,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。
3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30、80#槽钢为0.20~0.35、100#槽钢为0.25~0.35,120#槽钢为0.25~0.40,并做出厚度为0.20~1.00的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。
无锡嘉莱机械有限公司我公司是工业自动化产品的开发、设计、生产和销售为一体的大型机床附件厂。目前产品已广泛应用于机床行业、汽车行业、精密测量仪器行业、医疗企业、机械设备、石油机械等众多领域。公司现有德国激光切割机、日本数控剪板机、折弯机以及数控加工中心、数控车床、龙门刨床、龙门铣床、冲床等国内外**设备数十台套。(维修定做各种数控机床伸缩钣金防护罩,无锡防护罩,苏州机床防护罩,上海机床防护罩,太仓防护罩,昆山机床防护罩,江阴防护罩,常州机床防护罩,苏州机床排屑机,盐城防护罩,扬州机床防护罩,张家港机床防护罩,常熟机床防护罩,南通机床防护罩,宜兴机床防护罩,宁波机床防护罩,杭州机床防护罩,南昌机床防护罩,嘉兴机床防护罩,吴江机床防护罩,镇江机床防护罩,溧阳机床防护罩,海安机床防护罩,靖江机床防护罩,泰州机床防护罩,如皋机床防护罩,风琴防护罩,盔甲防护罩,联动式钢板防护罩,机床链板排屑机,哈斯VF-3SS机床防护罩,哈斯VF-3SS机床防护罩,哈斯VF-3SS机床防护罩,德马吉森精机NVD6000DCG机床防护罩,沈阳机床TK6511B落地镗铣床导轨防护罩,全力MV-10L机床防护罩,德马吉森精机NVD6000DCG机床防护罩,哈斯卧式加工中心EC1600机床导轨防护罩,杭州友佳机床防护罩,闽台友嘉加工中心防护罩,小巨人日本山崎马扎克卧式加工中心6800导轨伸缩防护罩,大连机床,日发精机,韩国斗山机床防护罩, 马扎克410A/515C机床防护罩,机床排屑器,北京精雕机床防护罩,沈阳机床防护罩,北一大隈MAR630H/500H卧式加工中心防护罩,MBR4000H卧式加工中心导轨伸缩防护罩,德国海格特CWK500卧式加工中心防护罩,鼎泰3020L龙门加工中心机床导轨伸缩式钢板防护罩,日本兄弟机床导轨防护罩,发那科高速复合钻攻机床防护罩,机床导轨挡水板,海天精工机床导轨防护罩,德国哈挺
欢迎来到无锡嘉莱机械有限公司网站,我公司位于有布码头、钱码头、窑码头、丝都、米市之称的无锡市。 具体地址是江苏无锡崇安区公司街道地址,负责人是郭玉飞。
主要经营机床防护罩。
本公司技术力量强大,工程技术人员多名,具有多年的生产经验,工艺达到国内同行一流水平。性能先进的设备和制造精湛的工艺装备,确保产品质量趋于完美。
本页链接:http://www.cg160.cn/vgy-65953367.html
以上信息由企业自行发布,该企业负责信息内容的完整性、真实性、准确性和合法性。阿德采购网对此不承担任何责任。 马上查看收录情况: 百度 360搜索 搜狗
关于无锡嘉莱机械有限公司
商铺首页 |
更多产品 |
联系方式
无锡嘉莱机械有限公司我公司是工业自动化产品的开发、设计、生产和销售为一体的大型机床附件厂。目前产品已广泛应用于机床行业、汽车行业、精密测量仪器行业、医疗企业、机械设备、石油机械等众多领域。公司现有德国激光切割机、日本数控剪板机、折弯机以及数控加工中心、数控车床、龙门刨床、龙门铣床、冲床等国内外**设..
- 我要给“苏州全封闭不锈钢拖链直供 扬州钢铝拖链厂家 电缆拖链”留言
- 更多产品